

 Deutsch
Deutsch English
English Italiano
Italiano
































Selective laser melting
The process
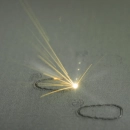
Selective laser melting is an additive manufacturing process used to build 3D metal objects using high-power laser beams. A thin layer of powder is applied to the build platform in the first construction process step with a squeegee (or a combination of several squeegees). A laser melts the metal powder with temperatures of up to 1,250 °C in the laser focus at the coordinates specified by a CAD file. The construction chamber is filled with an inert gas to prevent oxidation of the metal throughout the construction phase.
The large difference in temperature between the most recent component level and the already cooled layers can cause undesired effects in the event of incorrect process control, such as distortion of the component, burns, and curling, i.e., bending of the component edges. To avoid this, the workpieces are welded firmly to the base plate with a support structure. This support structure must be manually removed later. Selective laser melting is a resource-saving process that produces little waste, as the excess material can be processed by sieving and reused to a large extent.
Advantages
- Dense functional parts made of various metallic materials such as tool steel, stainless steel, aluminum, copper, and titanium
- High mechanical load capacity
- Good suitability for injection molds
- Conformal cooling / tempering
- Long durability of the material
- Production of components made of copper with high electrical conductivity
- Good finishing possibilities (such as heat treatment / hardening)
Materials
In this process, metal powder is fused into a solid object. Our systems achieve very high levels of detail. We can produce your objects using stainless steel, tool steel, aluminum, Inconel, cobalt chrome, or copper that features high electrical conductivity and thus enables new applications. All products are impermeable and feature high stability. Depending on the material, you can achieve wall thicknesses as thin as 0.3 mm.
Read More Download Material DatasheetAluminium (AlMgSi0,5)
Characteristics
Specials: very anodizable
Decorative anodizing quality: Very good
Hard anodizing: Very good
Weather resistance: Very good
Resistance to seawater: Good
Uses: metal construction, textile industry and household articles
Process: laser melting (metal)
| Base color | Light gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
Aluminum (AlSi10Mg)
Characteristics
Uses: functional components and small parts with high strength and low weight
Process: laser melting (metal)
| Base color | Light gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
Aluminum (AlSi9Cu3)
Characteristics
Uses: engines and transmissions (good high-temperature strength)
Process: laser melting (metal)
| Base color | Light gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
Brass (RS-Brass)
Characteristics
Uses: Components with high corrosion resistance, jewellery with golden shine
Process: laser melting (metal)
| Base color | |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | fine texture, solid, heavy |
Cobalt chrome (CoCrW)
Characteristics
Uses: medicine, functional components, high-temperature applications
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | brittle, solid, heavy |
Copper (CuNi2SiCr)
Characteristics
Uses: cooling inserts for injection molding tools, fasteners, fittings
Process: laser melting (metal)
| Base color | copper |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | fine texture/finely woven, solid, heavy |
Copper (RS-copper)
Characteristics
Uses: prototypes with high electrical conductivity such as conductive elements and inductors
Process: laser melting (metal)
| Base color | copper |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | fine texture/finely woven, solid, heavy |
Inconel (IN625)
Characteristics
Uses: Aerospace, Motor Sports, Industry
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | coarse texture, solid, heavy |
Inconel (IN718)
Characteristics
Uses: Aerospace, Motor Sports, Industry
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | coarse texture, solid, heavy |
Pure Copper (CU-ETP)
Characteristics
Uses: prototypes with high electrical conductivity such as conductive elements and inductors
Process: laser melting (metal)
Features:
- 100% IACS
- 100% density
- 58 MS/m
| Base color | copper |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | fine texture/finely woven, solid, heavy |
Stainless steel (1.4125)
Characteristics
THOR44 | 440C | X105CrMoV17 | S44004
High strength knife steel
Hardness: up to approx. 63 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, solid, heavy |
Stainless steel (1.4404)
Characteristics
Uses: rustproof functional components and small parts
Hardness: up to approx. 20 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, solid, heavy |
Stainless steel (1.4542)
Characteristics
Uses: rustproof functional components and small parts
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, solid, heavy |
Stainless Steel (CX)
Characteristics
Uses: moulding tools, medical and food industry
Hardness: up to approx. 50 HRC
Process: laser melting (metal)
| Base color | grey |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, solid, heavy |
Stainless steel (PH1 - 1.4540)
Characteristics
Uses: rustproof functional components and small parts / medicine, aerospace
Hardness: up to approx. 45 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, solid, heavy |
Steel 1.0980
Low-alloy steel S420
When processed by selective laser melting, a homogeneous microstructure forms without rolling texture or preferred direction. The microstructure becomes increasingly ferritic martensitic with very fine carbides. In contrast to cold-formed components, there is no work hardening in the printed components.
Process: laser melting (metal)
| Base color | Gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | robust, heavy |
Steel 1.8974
Low-alloy steel S700
The Rp700 is a micro-alloyed, thermo-mechanically rolled steel with high yield strength, which is widely used as sheet metal for cold forming. Its microstructure is low in pearlite, ferritic with fine carbides (and isolated titanium carbonitrides). Bainite is permissible as a second phase.
Process: laser melting (metal)
| Base color | Gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | robust, heavy |
Titanium Gr. 23 (Ti6Al4V – 3.7165 ELI)
Characteristics
Uses: Mechanical Engineering, Medicine and Motor Sports
Hardness: up to approx. 37 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | mat, rough, lightweight |
Titanium Gr. 5 (Ti6Al4V – 3.7164)
Characteristics
Uses: Aerospace, Medicine and Motor Sports
Hardness: up to approx. 40 HRC
Process: laser melting (metal)
| Base color | grey |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | mat, rough, lightweight |
Tool steel (H11 - 1.2343)
Characteristics
Uses: Inserts for injection moulding and die-casting tools with near-contour temperature control channels and complex geometries, functional components with integrated internal fluid lines
Hardness: after heat treatment up to approx. 54 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | robust, heavy |
Tool steel (MS1 - 1.2709)
Characteristics
Uses: injection molding inserts, springs and functional components
Hardness: up to approx. 52 HRC
Process: laser melting (metal)
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | smooth, solid, heavy |
Zink (Zamak 5)
Characteristics
Uses: Functional prototypes for zinc die-cast components from series material
Process: laser melting (metal)
| Base color | Light gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | finely structured, glossy, metallic |
Selective laser melting in the application
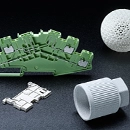
Laser melting offers designers the opportunity to think in completely new directions. In contrast to conventional mechanical production techniques for metal components, such as turning or milling, the additive manufacturing process provides virtually unlimited design freedom. Due to the layered build-up of the metal components, even highly complex geometries can be produced, for example with undercuts or cavities. Without clamping devices or molding tools, the process allows the production of sophisticated components that could not be realized with conventional techniques or only with enormous effort. Designers can thus concentrate fully on achieving functional goals and optimally exploit innovation potential.
Integrate internal functions and structures
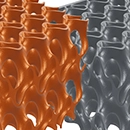
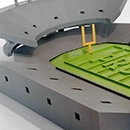
One of the design options in laser melting is the simple integration of functional elements, such as internal channels for conformal cooling. In addition, by means of integral construction, individual components can already be connected to one another during the production process. Subsequent processing and assembly costs can be reduced to a minimum. Finally, lightweight constructions also benefit from the laser melting technique, since significant weight reductions can be achieved by introducing hollow portions or honeycomb structures whilst maintaining high stability and functionality.
Versatile in the application
These constructive margins make laser melting an interesting production technology for a variety of applications. These include, for example, the automotive industry, aerospace, medical technology, and in general all applications in which lightweight construction and bionic structures are required.
The potential of laser melting is no longer being applied solely for rapid prototyping. The produced parts meet high material requirements, such as very good thermal resistance and mechanical strength, and can be produced ready for challenging tasks. Rapid manufacturing and rapid tooling are therefore among the possible fields of application, as is the production of small batches or individual components. Due to the low use of materials and tools, cost-effective production is already available from batch sizes of one upwards. If required, the manufacturing technology can be combined with conventional production processes so that finishing work such as surface treatment, welding, milling or eroding can be easily added.
Technical information
- Wall thicknesses from 0.3 mm
- Layer thickness 20 μm, 40 μm, 50 μm
- Surface roughness: Ra 2.5 - 8 μm / Rz 15 - 50 μm
- Hardness up to 52 HRC (hardening process)
- Components up to 250 mm x 250 mm x 310 mm can be manufactured in one piece
- Tolerances: +/- 0,7 %, min. 0,1 mm
Limitations
- Slightly rough surface
- Surface treatment for injection molds and the like is necessary
SLM-manufactured tool inserts increase component quality by
- Reducing distortion
- Reducing sink marks
- Reducing cycle time by an average of approximately 30% and more






