

 Deutsch
Deutsch English
English Italiano
Italiano
































Stereolithography (SLA)
The process
Stereolithography (SLA or STL) was developed in the early 1980s and is widely recognized as the first 3D printing process. The laser-based layering process turns photopolymers into extremely precise 3D objects. The liquid plastic, for example an epoxy resin, is located in a container in which the component is manufactured.
The resin is cured locally with UV light in layer thicknesses of 0.025 - 0.25 mm. After a layer has been fully exposed, the machine lowers the construction platform in the resin bath by exactly one layer thickness. The surface is then completely wetted again and the exposure process begins anew. The process repeats until the object has been completed. To stabilize components with sophisticated geometries, such as undercuts in the Z direction, during production, fine support structures are produced simultaneously out of the same material, which can be effortlessly removed during manual post-processing. After the last top layer has been exposed and the platform has been moved out of the bath, the 3D object can be removed. Following printing, the components are chemically cleaned, for example with acetone or isopropanol, and post-cured in a UV cabinet. The excess, still liquid plastic gets processed and can be reused in the next project.
Advantages
- Highest precision (+/- 0.05 mm) and detail picture
- Best surface quality
- Good finishing possibilities
Materials
The advantages of objects made of epoxy resins include a high level of detail and smooth surfaces. One of the production processes used for such objects is stereolithography. With us you can choose from the VisiJet options “Tough,” “Clear” and “HiTemp” with the corresponding characteristics.
Read More Download Material DatasheetVisiJet Tough
Characteristics
Components made of VisiJet Tough have a very high durability and impact resistance. Due to its high degree of detail rendition and the smooth surface, the material is ideal for small, detailed components, master forms and presentation models.
| Base color | gray |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | very smooth, matt, light |
VisiJet Clear
Characteristics
VisiJet ClearVisiJet Clear is very well suited for transparent components such as presentation models or master forms and is characterized by its high degree of detail rendition.
| Base color | transparent |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | very smooth, glossy, light |
VisiJet HiTemp
Characteristics
VisiJet HiTemp is particularly suitable for detailed components with a smooth surface and a high thermal resistance. Due to the heat resistance up top 130°C, VisiJet HiTemp is used for the testing of components in the engine compartment.
| Base color | amber |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | very smooth, matt, light |
Stereolithography in the application
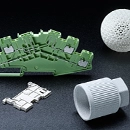
Stereolithography (SLA) is recognized as the first 3D printing process and has proved itself as a rapid prototyping process for decades. Even today it is considered the most popular method for producing detailed prototypes. A decisive reason for this is that extremely fine structures can be worked out with very thin wall thicknesses at the same time. Stereolithography is thus ideal for the production of filigree, detailed components. In addition, the principle stands out from the outset because of its very smooth and dense surface structures. Finishing of the component, for example by grinding or filling, is not required and the production can take place in a single-step production process. This in turn results in a speed and productivity that puts stereolithography well out ahead of processes such as laser sintering or PolyJet printing.
Produce precise prototypes in the shortest possible time
With these advantages, this production technology is popular wherever models are needed quickly to assess concepts, geometries, and functions. A classic field of application is for example design studies, for which products must be illustrated in detail. Furthermore, stereolithography is used for low-priced printing of technical prototypes, such as electrical engineering, or for machine and tool making. The high precision allows functions to be optimally evaluated, and technical weaknesses caused by design errors can be identified early on and rectified.
Perform meaningful functional tests in the field
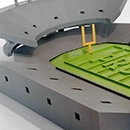
Printed concept models can be used for initial product testing or even market testing. Depending on the material used, the components have a temperature resistance that allows test runs in the productive use of machines. After all, master models for casting processes are also among the common areas of application. The excellent surface quality as well as the small tolerances are of particular benefit in this regard. Tool-free production of precise casting templates, such as for special tools in the automotive industry, are made possible this way.
Proven 3D printing process
The decades of use of stereolithography in prototype production provide extensive experience from which an increasing number of applications can benefit today. A clear trend is to use this proven 3D printing process for small series production (rapid manufacturing) as well, or to produce individual components. Its speed, the low cost of finishing, and the efficient use of materials make stereolithography a particularly economical method.
Technical information
- Wall thicknesses from 0.1 mm
- Layer thickness 50 μm, 100 μm and 125 μm
- Components up to 2,000 mm x 1,000 mm x 1,000 mm can be produced in one piece
- Tolerances: +/- 0.3%, min. +/- 0.05 mm
Limitations
- Components are somewhat brittle and only partially UV-resistant
- Limited geometric freedom, since support structure must be removable






