

 Deutsch
Deutsch English
English Italiano
Italiano
































Fusione laser selettiva
Il processo
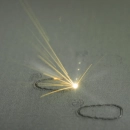
La fusione laser selettiva è un processo di produzione additiva mediante il quale è possibile realizzare oggetti 3D in metallo con l’ausilio di radiazioni laser ad alta intensità. Nella prima fase del processo di realizzazione, tramite una racla (o una combinazione di più racle), viene distribuito un sottile strato di polvere sulla piattaforma di costruzione. Dopodiché un laser fonde, sviluppando temperature fino a 1.250 °C nel punto focale del raggio laser, la polvere di metallo in corrispondenza delle coordinate predefinite da un file CAD. Durante l’intera fase di realizzazione il vano in cui avviene la produzione è riempito con un gas protettivo, al fine di impedire l’ossidazione del metallo.
Supporto necessario
La grande differenza di temperatura tra gli strati appena processati e quelli già raffreddati può, in caso di esecuzione errata del processo, portare a effetti indesiderati, come ad esempio la deformazione del componente, bruciature e il cosiddetto Curling, vale a dire un piegamento verso l’alto dei bordi del componente. Per evitare questi effetti, i pezzi vengono fissati alla piastra di base mediante una struttura di supporto. Questa struttura di supporto dovrà essere in seguito rimossa manualmente. La fusione laser selettiva è un processo che permette di risparmiare risorse e produrre pochi scarti, in quanto il materiale in eccesso può essere processato mediante setacci e venire in gran parte riutilizzato.


- Componenti funzionali a elevata densità in vari materiali metallici quali acciaio per utensili, acciaio inossidabile, alluminio, rame e titanio
- Elevata resistenza meccanica
- Ottimale per la realizzazione di stampi per iniezione
- Raffreddamento lungo il profilo/tempra
- Realizzazione di componenti in rame con elevata conduttività elettrica
- Possibilità di rilavorazione (ad es. trattamento a caldo/tempra)
Vantaggi
Materiali
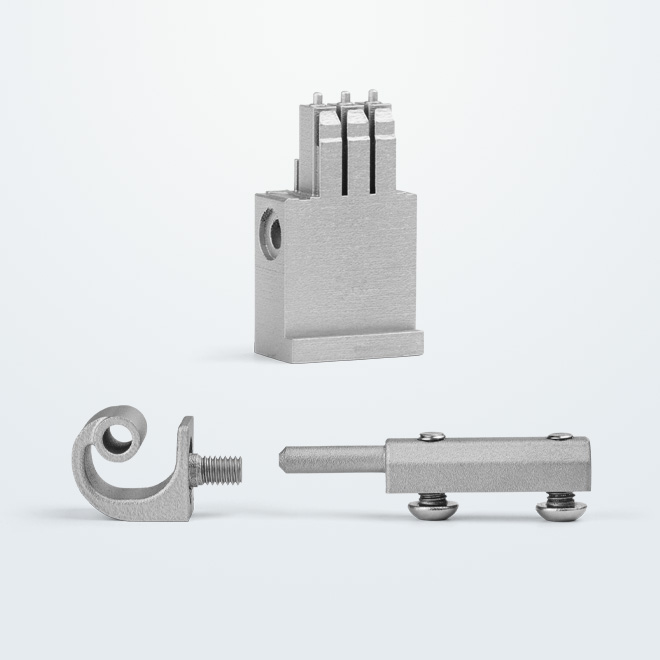
In questo processo la polvere di metallo viene fusa fino a creare un oggetto solido. I nostri impianti sono in grado di ottenere una grande precisione dei dettagli. Offriamo la possibilità di produrre oggetti in acciaio inossidabile, acciaio per utensili, alluminio, Inconel, cromo-cobalto e rame. Quest’ultimo ha un’elevata conduttività elettrica e apre pertanto nuovi campi di applicazione. Tutti i prodotti sono impermeabili e si caratterizzano per la grande stabilità. A seconda del materiale, è possibile ottenere oggetti con uno spessore minimo della parete di 0,3 mm.
Maggiori informazioni Scarica scheda datiAcciaio per utensili (MS1 - 1.2709)
Caratteristiche
Utilizzo: inserti per iniezione, molle e componenti funzionali
Durezza: fino a circa 52 HRC
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | liscio, solido, pesante |
Acciaio inox (PH1 - 1.4540)
Caratteristiche
Utilizzo: componenti piccoli e funzionali inossidabili / settori medico, aeronautico e aerospaziale
Durezza: fino a circa 45 HRC
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | liscio, solido, pesante |
Acciaio inox (1.4542)
Caratteristiche
Utilizzo: componenti piccoli e funzionali inossidabili
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | liscio, solido, pesante |
Acciaio inox (1.4404)
Caratteristiche
Utilizzo: componenti piccoli e funzionali inossidabili
Durezza: fino a 20 HRC
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | ruvido, massiccio, pesante |
Alluminio (AlSi9Cu3)
Caratteristiche
Utilizzo: realizzazione di motori e motoriduttori (buona resistenza al calore)
Processo: fusione laser di metalli
| Colore | grigio chiaro |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | ruvido, leggero |
Alluminio (AlSi10Mg)
Caratteristiche
Utilizzo: componenti piccoli e funzionali con elevata resistenza e peso ridotto
Processo: fusione laser di metalli
| Colore | grigio chiaro |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | ruvido, leggero |
Alluminio (AlMgSi0,5)
Caratteristiche
Caratteristiche specifiche: particolarmente adatto per anodizzazione
Qualità per anodizzazione decorativa: ottima
Anodizzazione dura: ottima
Resistenza agli agenti atmosferici: ottima
Resistenza all’acqua marina: buona
Utilizzo: costruzioni metalliche, industria tessile e articoli domestici
Processo: fusione laser di metalli
| Colore | grigio chiaro |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | ruvido, leggero |
Inconel (IN625)
Caratteristiche
Utilizzo: settore aeronautico e aerospaziale, gare automobilistiche e motociclistiche, industria
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | struttura grossolana, solido, pesante |
Inconel (IN718)
Caratteristiche
Utilizzo: settore aeronautico e aerospaziale, gare automobilistiche e motociclistiche, industria
Processo: fusione laser di metalli
| Colore | grau |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | grob strukturiert, massiv, schwer |
CobaltoCromo (CoCrW)
Caratteristiche
Utilizzo: medicina, componenti funzionali, applicazioni a temperature elevate
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | fragile, massiccio, massiccio, pesante |
Rame (RS-Rame)
Caratteristiche
Utilizzo: prototipi con elevata conduttività elettrica come barre distributrici di corrente e induttori
Processo: fusione laser di metalli
| Colore | Rame |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | finemente strutturato, solido, solido, pesante |
Rame (CuNi2SiCr)
Caratteristiche
Utilizzo: inserti di raffreddamento in stampi di iniezione, elementi di fissaggio, accessori
Processo: fusione laser di metalli
| Colore | Rame |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | finemente strutturato, solido, solido, pesante |
Ottone (RS-Ottone)
Caratteristiche
Utilizzo: componenti con elevata resistenza alla corrosione, gioielli con effetto dorato
Processo: fusione laser di metalli
| Colore | Oro |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | finemente strutturato, solido, solido, pesante |
Titanio Gr. 5 (Ti6Al4V – 3.7164)
Caratteristiche
Utilizzo: settori aeronautico e aerospaziale, medicina e corse sportive
Durezza: fino a 40HRC
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | opaco, leggero grezzo, leggero, leggero |
Titanio Gr. 23 (Ti6Al4V – 3.7165 ELI)
Caratteristiche
Utilizzo nella realizzazione di utensili e dispositivi, medicina e corse sportive
Durezza: fino a 37 HRC
Processo: fusione laser di metalli
| Colore | grigio |
| Prezzo | |
| Precisione | |
| Stabilità | |
| Flessibilità | |
| Superficie | |
| Sensazione tattile | opaco, leggero grezzo, leggero, leggero |
Applicazioni della fusione laser selettiva
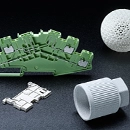
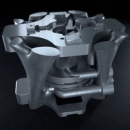
La fusione laser offre ai progettisti la possibilità di pensare in direzioni completamente nuove. Contrariamente alle comuni tecniche di produzione meccaniche per componenti di metallo, come quelle mediante tornitura o fresatura, nella produzione additiva non c’è alcun limite alla libertà di configurazione. La realizzazione strato su strato dei componenti in metallo permette di generare geometrie altamente complesse, ad esempio con sottosquadri o cavità. Questo processo consente, senza l’utilizzo di dispositivi di serraggio o utensili di modellazione, di realizzare componenti di alta qualità, che con le tecniche convenzionali non sarebbero realizzabili, o lo sarebbero ma con costi spropositati. I progettisti hanno così la possibilità di concentrarsi completamente sul raggiungimento degli obiettivi funzionali, sfruttando appieno il potenziale in termini di innovazione.
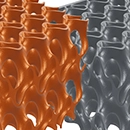
Integrare funzioni e strutture interne
Una delle possibilità di configurazione offerte dalla fusione laser è la facile integrazione di elementi funzionali, come ad esempio canali interni per il raffreddamento lungo il profilo. Inoltre con un approccio integrale alla costruzione è possibile unire già durante il processo di produzione i vari elementi tra di loro in un unico componente. Questo riduce al minimo gli sforzi in termini di montaggio e lavorazione successivi. Infine anche i progettisti di strutture leggere possono approfittare dei vantaggi offerti dalla tecnologia della fusione laser, in quanto rende possibili sensibili riduzioni di peso grazie alla possibilità di realizzare corpi cavi o strutture a nido d’ape, il tutto mantenendo elevati livelli di solidità e funzionalità.
Varietà di utilizzi
Questa libertà in termini di progettazione rende la fusione laser una tecnica produttiva di grande interesse in svariati campi di applicazione. Tra questi rientrano ad esempio il comparto automobilistico, i settori aeronautico e aerospaziale nonché in generale gli ambiti di utilizzo che richiedono strutture leggere e bioniche.
Il potenziale della fusione laser ormai da tempo non è più limitato al solo Rapid Prototyping. Le parti prodotte soddisfano i più elevati requisiti in termini di materiali, come ad esempio una resistenza termica e meccanica ottimale. Questo rende possibile produrre componenti pronti per l’utilizzo per le applicazioni più esigenti. Pertanto il Rapid Manufacturing e il Rapid Tooling rappresentano soltanto alcuni dei possibili campi di applicazione, come la produzione di piccole serie o di componenti individuali. Il ridotto utilizzo di materiali e di utensili permette di produrre in modo economicamente efficiente anche una singola unità. Se necessario è possibile combinare questa tecnica produttiva con i processi produttivi convenzionali, con la possibilità quindi di eseguire senza problemi trattamenti superficiali e lavorazioni di saldatura, fresatura o erosione.
Informazioni tecniche
- Spessore delle pareti da 0,3 mm
- Spessore degli strati 20 µm, 40 µm, 50 µm
- Ruvidità superficiale: Ra 2,5 - 8 μm / Rz 15 - 50 μm
- Durezza fino a 52 HRC (processo di tempra)
- Possibilità di realizzare in un solo pezzo componenti di dimensioni fino a 250 mm x 250 mm x 310 mm
- Tolleranze: +/- 0,7%, min. 0,1 mm
Limitazioni
- Superficie leggermente ruvida
- Necessità di trattamento superficiale per gli stampi per iniezione e simili
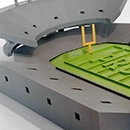
Gli inserti per utensili realizzati mediante SLM aumentano la qualità dei componenti grazie a
- Riduzione delle deformazioni
- Riduzione delle contrazioni volumetriche
- Riduzione del ciclo di circa il 30% e più






