

 Deutsch
Deutsch English
English Italiano
Italiano
































Selective laser sintering
The process
Selective Laser Sintering (SLS) is a 3D printing process that uses laser radiation as an energy source to make 3D objects out of plastic. In the first step, a thin layer of powder is applied to the build platform using a squeegee, a combination of several squeegees, or a roller. The layer thicknesses range from 0.05 mm to 0.15 mm, depending on the resolution and installation.
After the powder is applied uniformly, the construction chamber is heated to just below the melting range of the respective plastic and melted locally by a laser at the points where the component is to be formed. Subsequently, the build platform lowers by one layer of thickness and the process begins anew. The process repeats until the last layer of the 3D model has been printed.
Advantages
- Functional products made of various engineering plastics (PA12, PA11, PA6, TPU, PEEK)
- Greatest possible design freedom – no support structures or materials necessary
- Components offer high mechanical strength and temperature resistance
- Properties of the workpieces are close to the injection-molded part
- No mechanical aging of the components
- Material qualified for food application
- Good finishing possibilities
- Components well paintable and dyeable
Materials
Polyamide (PA) plastics are materials that feature long-term stability and resistance to mechanical stress. They are also highly resistant to many chemicals and are available in nearly all colors. We can produce impermeable objects on request. In addition to unfilled plastics, we also uses filled, soft and hightemperature plastics.
Read More Download Material DatasheetPA11 (PA1101)
Characteristics
Uses: Objects made of PA 1101, which is based on polyamide 11, feature very high flexibility and resistance to chemicals. This material is used for functional prototypes with high resistance to thermal and mechanical stress.
Process: laser sintering
| Base color | white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
PA12 (PA2200)
Characteristics
Uses: PA12 (PA2200) is a powder based on polyamide 12. Components made of this material usually feature a rather rough surface. PA12 is often used for fully functional components and as a substitute material for injection molding materials.
Process: laser sintering
| Base color | white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
PA12 grey
Characteristics
PA 12 Grey is a pigment-filled polyamide powder developed by Oceanz for the manufacturing of laser sintered parts that are grey throughout.
Typical applications for the material are fully functional parts in design quality subject to high mechanical or thermal loads. The grey appearance often looks better in technical areas than white parts. As this colour is throughout, scratches or subsequent holes do not degrade the appearance. The parts are also less susceptible to soiling, as soiling is less conspicuous against the grey background.
Process: laser sintering
| Base color | grey |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
PA12 – glass bead-filled (PA 12 GF)
Characteristics
Uses: PA 12 GF is a glass bead-filled powder based on polyamide 12 and is used in products for which stiffness, heat resistance and low wear are important considerations.
Process: laser sintering
| Base color | beige/grayish |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, sandy, matte surface, lightweight |
PA12 – aluminum-filled (alumide)
Characteristics
Uses: Alumide is an aluminum-filled powder based on polyamide 12 and has a metallic appearance. Objects made of alumide feature high stiffness. This material is used for functional prototypes with a metallic appearance.
Process: laser sintering
| Base color | gray/silver |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, sandy, lightweight |
PA12 – naturally colored (PrimePart PLUS 2221)
Characteristics
Uses: Objects made of PrimePart PLUS PA 2221 based on polyamide 12 usually feature a rather rough surface. This material is often used for fully functional components and as a substitute material for injection molding materials.
Process: laser sintering
| Base color | natural |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
PA12 – halogen-free flame-retardant (PA2210 FR)
Characteristics
Uses: PA 2241 FR based on polyamide 12 includes a halogen-free chemical fire retardant and is often used in applications involving insulation.
Process: laser sintering
| Base color | white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, fine texture/finely woven, lightweight |
PA12 – flame-retardant (PA2241 FR)
Characteristics
Uses: PA 2241 FR based on polyamide 12 includes a chemical fire retardant and is often used in applications involving insulation.
Process: laser sintering
| Base color | white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, fine texture/finely woven, lightweight |
TPU (TPU-90)
Characteristics
Usage: TPU-90 is a thermoplastic material used in flexible parts and products. It is especially well suited to producing seals.
Process: laser sintering
| Base color | natural |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, coarse texture, sandy, lightweight |
PEEK (PEEK HP3)
Characteristics
Uses: PEEK HP3 is is a high-performance polymer characterized by very high resistance to heat, wear and chemicals. Because of its outstanding characteristics, it is used as a metal substitute in the medical, aerospace, automotive and motor sports sectors.
Process: laser sintering
| Base color | beige/brownish |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | slightly rough, woody, lightweight |
PA6x
Uses: PA6x is a powder based on polyamid 6.13. PA6x is mostly used for high temperature applications and high mechanical loads. In comparison with the standard SLS material PA2200, PA6x offers a higher elongation at break (30 %) and a higher tensile strength (58 MPa). The high youngs modulus of 2300 MPa is an additional advantage of PA6x over PA2200 (1650 MPa).
| Base color | natural white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
PA6 GF
PA6GF is a glass fiber–reinforced polyamide 6 (PA6), produced by combining base polyamide with glass fibers, silica glass powder, carbon black as a colorant, and additional additives. This material modification results in a significant improvement of the mechanical properties compared to unreinforced PA6: it exhibits high strength, stiffness, and toughness, while maintaining dimensional stability and offering good resistance to oxidation and thermal stress.
| Base color | black |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
Polypropylene (PP)
Uses: Polypropylene (PP) is a standard plastic used in the manufacture of
many everyday objects. Thanks to its extremely long durability and
excellent chemical resistance, PP is preferred for producing vehicle
body and interior moldings. Packaging of all kinds, medical devices
and household items are also produced from the thermoplastic.
| Base color | natural white |
| Price | |
| Precision | |
| Stability | |
| Flexibility | |
| Surface | |
| Feel | rough, lightweight |
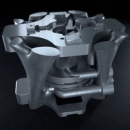
Selective laser sintering in application
The result of laser sintering are three-dimensional objects in almost every imaginable shape, which are characterized by high mechanical strength and resistance to chemicals. These properties open up a variety of fields of application – in the automotive industry, special machine construction, medical technology, interior design, and aerospace engineering, for example.
Developed for prototype construction
The original core application of the method is professional rapid prototyping, in which sample components are manufactured based on CAD design data and without tools. Since the development and production of molds is eliminated, functional models can be produced extremely economically and with very short delivery times. Design adjustments can be made directly in the 3D data if needed, to allow a new model to be created as part of the development process without any waste of time. Cost and time required for a product launch (keyword: time-to-market) can be significantly reduced that way.
Produce individual components without additional tools
Thanks to the high resistance of the material, the precision of the manufacturing process and the constructive freedom, laser sintering is also becoming increasingly popular in pre-production and small-batch production (rapid manufacturing), where it has established itself alongside production techniques such as turning, milling, and injection molding. Small batches or individual components can be produced quickly and accurately in any quantity using this process. The elimination of tool changes and set-up times is clearly noticeable here. Added to this is the advantage of reduced material consumption in contrast to ablative manufacturing processes. Subsequent dipping processes or coatings will give the printed objects the desired appearance and surface structure.
Benefit from great design freedom
The complexity of the innovative production technology is virtually limitless, as almost every product idea can be realized by means of laser sintering. Since no support structures are required in this method, any three-dimensional geometries can be generated. Internal structures and undercuts can be simply designed in, which avoids an initial awkward assembly of the different functional parts, and allows the component to be produced in one step. Laser sintering continues to offer its advantages even after market launch, since changes to the product can be made at any time without any problems. Cost-effective replicas of discontinued spare parts are feasible even after the actual end of the product life cycle.
Technical information
- Wall thicknesses from 0.45 mm
- Layer thicknesses 60 μm, 100 μm and 125 μm
- Components with dimensions up to 660 mm x 360 mm x 550 mm can be produced in one piece
- Tolerances: +/- 0,7 %, min. 0,1 mm
Limitations
- Slightly rough surface of 3D objects (due to powder grain size)
- Medium detail picture
- Components may yellow over time if the surface is not treated






