

 Deutsch
Deutsch English
English Italiano
Italiano
































Selektives Lasersintern (Kunststoff)
Das Verfahren
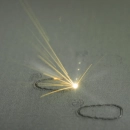
Selektives Lasersintern (SLS) ist ein 3D-Druck-Verfahren, das Laserstrahlung als Energiequelle verwendet, um 3D-Objekte aus Kunststoff herzustellen. Es ist eine der fortschrittlichsten Technologien in der additiven Fertigung und wird häufig in der Industrie und im Engineering eingesetzt.
Im ersten Schritt des Bauprozesses wird über eine Rakel, eine Kombination mehrerer Rakeln oder eine Rolle eine dünne Schicht Pulver auf der Bauplattform aufgetragen. Die Schichtdicken liegen je nach Auflösung und Anlage zwischen 0,05 mm und 0,15 mm. Nach dem gleichmäßigen Auftrag des Pulvers wird der Bauraum bis knapp unter den Schmelzbereich des jeweiligen Kunststoffs erwärmt und lokal an den Stellen, an denen das Bauteil entstehen soll, von einem Laser aufgeschmolzen. Anschließend senkt sich die Bauplattform um eine Schichtdicke ab und der Prozess beginnt von vorn. Der Ablauf wiederholt sich, bis die letzte Schicht des 3D-Modells gedruckt wurde.
Vorteile
- Funktionsprodukte aus verschiedenen technischen Kunststoffen (PA12, PA11, PA6, TPU, PEEK)
- Größtmögliche konstruktive Freiheit – keine Stützstrukturen oder -Materialien notwendig
- Bauteile bieten hohe mechanische Belastbarkeit und Temperaturbeständigkeit
- Eigenschaften der Werkstücke liegen nah am spritzgegossenen Teil
- Keine mechanische Alterung der Bauteile
- Lebensmittelechtheit des Materials
- Gute Nacharbeitsmöglichkeiten
- Bauteile gut lackier- und färbbar
Materialien
Polyamidische-Kunststoffe (PA) zeichnen sich als langzeitstabile und mechanisch belastbare Werkstoffe aus und sind außerdem besonders beständig gegen viele Chemikalien. Diese Kunststoffe sind in nahezu allen Farben erhältlich und können auf Wunsch auch mediendichte Objekte hergestellt werden. Neben ungefüllten Kunststoffen bieten wir auch gefüllte, weiche und hoch temperaturstabile Polyamid-Varianten an. Nutzen Sie die Vorteile dieser leistungsstarken Kunststoffe für Ihre Projekte.
Mehr Erfahren Datenblatt HerunterladenPA11 (PA1101)
Eigenschaften
Verwendung: Objekte aus PA 1101 auf Basis von Polyamid 11 verfügen über eine sehr hohe Flexibilität sowie Chemikalienbeständigkeit. Das Material wird für thermisch und mechanisch belastbare Funktionsprototypen verwendet.
Verfahren: Lasersintern
| Farbe | weiß |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
PA12 (PA2200)
Eigenschaften
Verwendung: PA12 (PA2200) ist ein Pulver auf Basis von Polyamid 12. Bauteile aus diesem Material weisen meist eine etwas raue Oberfläche auf. PA12 wird häufig für voll funktionsfähige Bauteile sowie als Ersatzwerkstoff für entsprechende Spritzgießwerkstoffe eingesetzt.
Verfahren: Lasersintern
| Farbe | weiß |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
PA12 – glaskugelgefüllt (PA 12 GF)
Eigenschaften
Verwendung: PA 12 GF ist ein glaskugelgefülltes Pulver auf Basis von Polyamid 12 und wird für Produkte verwendet, bei denen Steifigkeit, Temperaturbeständigkeit und geringer Verschleiß von hoher Bedeutung sind.
Verfahren: Lasersintern
| Farbe | beige/gräulich |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, sandig, matt, leicht |
PA 12 grau
Eigenschaften
Verwendung: PA 12 Grey ist ein pigmentgefülltes Polyamidpulver, das von Oceanz für die Herstellung von lasergesinterten Teilen entwickelt wurde, die durchgehend grau sind.
Typische Anwendungen für das Material sind voll funktionsfähige Teile in Konstruktionsqualität bei hohen mechanischen oder thermischen Belastungen. Das graue Erscheinungsbild sieht in technischen Bereichen oft besser aus als weiße Teile. Da diese Farbe durchgehend ist, beeinträchtigen Kratzer oder nachfolgende Löcher das Erscheinungsbild nicht. Auch sind die Teile weniger anfällig für Verschmutzungen, da die Verschmutzung auf dem grauen Hintergrund weniger auffällig ist.
Verfahren: Lasersintern
| Farbe | grau |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
PA12 – naturfarben (PrimePart PLUS 2221)
Eigenschaften
Verwendung: Objekte aus PrimePart PLUS PA 2221 auf Basis von Polyamid 12 haben meist eine etwas raue Oberfläche. Das Material wird häufig für voll funktionsfähige Bauteile sowie als Ersatzwerkstoff für entsprechende Spritzgießwerkstoffe eingesetzt.
Verfahren: Lasersintern
| Farbe | Natur |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
PA12 – aluminiumgefüllt (Alumide)
Eigenschaften
Verwendung: Alumide ist ein aluminiumgefülltes Pulver auf Basis von Polyamid 12 mit einem metallischen Erscheinungsbild, Objekte aus Alumide verfügen über eine hohe Steifigkeit. Das Material wird für Funktionsprototypen in metallischer Optik verwendet.
Verfahren: Lasersintern
| Farbe | grau/silber |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, sandig, leicht |
PA 12 - flammgeschützt halogenfrei (PA 2210 FR)
Eigenschaften
Verwendung: PA 2210 FR auf Basis von Polyamid 12 beinhaltet ein halogenfreies, chemisches Flammschutzmittel und wird häufig zur Herstellung von isolierenden Applikationen eingesetzt.
Verfahren: Lasersintern
Besonderheiten: Halogenfrei
| Farbe | naturweiß |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, fein strukturiert, leicht |
PA12 – flammgeschützt (PA2241 FR)
Eigenschaften
Verwendung: PA 2241 FR auf Basis von Polyamid 12 beinhaltet ein chemisches Flammschutzmittel und wird häufig zur Herstellung von isolierenden Applikationen eingesetzt.
Verfahren: Lasersintern
| Farbe | naturweiß |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, fein strukturiert, leicht |
TPU (TPU-90)
Eigenschaften
Verwendung: TPU-90 ist ein thermoplastischer Werkstoff, der bei flexiblen Produkten und Teilen Anwendung findet. Es eignet sich dabei besonders für Dichtungen.
Verfahren: Lasersintern
| Farbe | Natur |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, grob strukturiert, schmirgelig, leicht |
PEEK (PEEK HP3)
Eigenschaften
Verwendung: PEEK HP3 ist ein Hochleistungspolymer, das sich sowohl durch eine sehr hohe Temperatur als auch Verschleiß- und Chemikalienbeständigkeit auszeichnet. Durch die herausragenden Eigenschaften findet es Anwendung als Metallersatz in der Medizin, Luft- und Raumfahrt sowie der Automobil- und Rennsportbranche.
Verfahren: Lasersintern
| Farbe | beige/bräunlich |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | leicht rau, hölzern |
PA6x
| Farbe | naturweiß |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
PA6 GF
| Farbe | schwarz |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
Polypropylen (PP)
Eigenschaften
Verwendung: Polypropylen (PP) ist ein Standardkunststoff, der für die Herstellung vieler Alltagsgegenstände verwendet wird. Aufgrund seiner äußerst langen Haltbarkeit und der hervorragenden chemischen Beständigkeit wird PP bevorzugt für die Fertigung von Formteilen für Fahrzeugkarosserien und -innenräume verwendet. Auch Verpackungen aller Art, medizinische Geräte oder Haushaltsgegenstände werden aus dem Thermoplast produziert
Verfahren: Lasersintern
| Farbe | transluzent |
| Preis | |
| Genauigkeit | |
| Stabilität | |
| Flexibilität | |
| Oberfläche | |
| Haptik | rau, leicht |
Selektives Lasersintern in der Anwendung
Das Ergebnis des selektiven Lasersinterns sind dreidimensionale Objekte in nahezu jeder denkbaren Form, die sich durch hohe mechanische Belastbarkeit und Beständigkeit gegen Chemikalien auszeichnen. Mit diesen Eigenschaften eröffnet sich eine Vielzahl von Einsatzgebieten, beispielsweise in der Automobilindustrie, im Sondermaschinenbau, in der Medizintechnik, in der Innenarchitektur sowie in der Luft- und Raumfahrttechnik.
Entwickelt für den Prototypenbau
Ursprüngliche Kernanwendung des selektiven Lasersinterns ist das professionelle Rapid Prototyping. Es ermöglicht das werkzeuglose Herstellen von funktionsfähigen Musterbauteilen auf der Basis von CAD-Konstruktionsdaten und ist daher besonders geeignet für das professionelle Rapid Prototyping. Durch den Wegfall von Formwerkzeugen können Bauteile wirtschaftlich und mit sehr kurzen Lieferzeiten hergestellt werden. Das Verfahren bietet auch die Möglichkeit, Anpassungen des Designs direkt in den 3D-Daten vorzunehmen und somit im Entwicklungsprozess ohne Zeitverlust ein neues Modell zu erstellen. Durch den Einsatz des selektiven Lasersinterns lassen sich Kosten und Zeitaufwand für die Produkteinführung (Time-to-Market) deutlich reduzieren.
Individuelle Bauteile werkzeuglos produzieren
Das Lasersintern hat sich aufgrund seiner hohen Widerstandsfähigkeit des Materials, der Genauigkeit des Fertigungsprozesses und der konstruktiven Freiheiten auch in der Vor- und Kleinserienfertigung (Rapid Manufacturing) etabliert. Es bietet sich als Alternative zu traditionellen Produktionstechniken wie Drehen, Fräsen oder Spritzgießen an und eignet sich besonders für die schnelle und präzise Herstellung von Kleinserien oder individuellen Bauteilen in beliebiger Stückzahl. Durch das Entfallen von Werkzeugwechseln und Rüstzeiten können die Herstellkosten deutlich reduziert werden. Zudem ist der Materialverbrauch im Vergleich zu abtragenden Fertigungsverfahren geringer. Mit nachträglichen Tauchverfahren oder Lackierungen können die gedruckten Objekte auch optisch ansprechend gestaltet werden.
Von großer Gestaltungsfreiheit profitieren
Die Fertigungstechnik des Lasersinterns bietet nahezu unbegrenzte Möglichkeiten bei der Produktkomplexität. Durch die Möglichkeit, beliebige dreidimensionale Geometrien ohne Stützstrukturen zu erzeugen, lassen sich fast alle Produktideen verwirklichen. Auch innenliegende Strukturen und Hinterschneidungen sind kein Problem, sodass Funktionsteile nicht erst umständlich zusammengebaut werden müssen, sondern das Bauteil in einem Arbeitsgang produziert werden kann. Selbst nach der Markteinführung hat das Lasersintern weiterhin Vorteile, da Änderungen am Produkt jederzeit problemlos vorgenommen werden können. Sogar nach dem eigentlichen Ende des Produktlebenszyklus' ist ein kostengünstiger Nachbau nicht mehr produzierter Ersatzteile denkbar.
Technische Informationen
- Wanddicken ab 0,45 mm
- Schichtdicken 60 µm, 100 µm und 125 µm
- Bauteile mit Abmessungen bis 660 mm x 360 mm x 550 mm können in einem Stück hergestellt werden
- Toleranzen: +/- 0,7 %, min. 0,1 mm
Einschränkungen
- Leicht raue Oberfläche der 3D-Objekte (bedingt durch Pulverkorngröße)
- Mittlere Detailabbildung
- Bauteile können im Laufe der Zeit etwas vergilben, wenn die Oberfläche nicht behandelt wird






