

 Deutsch
Deutsch English
English Italiano
Italiano
































Vakuumgießen
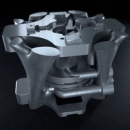
Das Vakuumgießen ist ein mehrstufiger Prozess, bei dem zunächst ein Urmodell, meist additiv, erstellt wird. Dieses Urmodell wird in Silikon eingegossen, um eine Negativform zu erstellen. Mit dieser Negativform können dann Bauteile abgegossen werden. Je nach Kontur, Silikon und Gießharz können um die 25 Abgüsse mit einer Form erstellt werden, bevor sie beschädigt ist und ggf. ersetzt werden muss.Das Verfahren
Das Vakuumgießen ist ein urformendes Verfahren, bei dem flüssiges Gießharz durch ein angelegtes Vakuum in eine zuvor erstellte Form gezogen wird. Hierdurch werden Lufteinschlüsse im entstehenden Bauteil vermieden und eine gut reproduzierbare, hohe Bauteilqualität erzeugt. Das Vakuumgießen ist besonders nützlich für die Herstellung von Teilen mit sehr glatten Oberflächen, die hohen Anforderungen an die Dichtheit erfüllen müssen, sowie von Teilen mit sehr feinen Details und komplexen Geometrien. Die beim Vakuumgießen verwendeten Formen werden üblicherweise von einen 3D-gedruckten Urmodel abgenommen, oder direkt im Stereolithografie-Prozesses (SLA) additiv hergestellt. Hierdurch können die Flexibilität und Detailqualität des SLA-Prozesses genutzt werden bei gleichzeitig guten mechanischen Eigenschaften des verwendeten Gießharzes. Anders als das Kunststoffspritzgießen sind die verwendeten Formen vergleichsweise günstig in der Herstellung, sodass sich das Vakuumgießen bereits für geringe Stückzahlen, Kleinserien und Serien mittlerer Größe eignet.
Herstellung der Form
Um eine Form herzustellen, muss man zunächst das Urmodell so bearbeiten, dass es die gewünschte Oberflächenqualität hat. Danach muss das Formkonzept mit Trennebenen, Schiebern, Steigern, bei denen Restluft entweichen kann und Anguss festgelegt werden. Anschließend wird das Urmodell mit Anguss und Steigern in eine Box gehangen und mit einem 2-Komponenten-Silikon vergossen. Nach ca. 12 Stunden Aushärtezeit kann die Form mit einem Skalpell händisch aufgeschnitten und das Urmodell entnommen werden.

Die Vorteile des Vakuumgießens
- Hohe Genauigkeit: Es können sehr präzise und komplex geformte Teile hergestellt werden. Das Urmodell der Form kann im SLA-Verfahren hergestellt werden und dadurch die Flexibilität und Oberflächenqualität der Additiven Fertigung ausnutzen.
- Glatte Oberflächen: Durch die Verwendung der Vakuumformen erhalten die Bauteile eine sehr hohe Oberflächenqualität, die mit der des Spritzgießens vergleichbar ist.
- Gute mechanische Eigenschaften: Die verwendeten Gießharze weisen eine hohe Festigkeit auf, sodass der größte Nachteil des SLA-Prozesses umgangen wird.
- Kosteneffizienz: Das Verfahren erfordert keine hohen Initialkosten im Formwerkzeugbau und ermöglicht die Produktion größerer Mengen in kurzer Zeit.
- Materialwahl: Es gibt viele Gießharze, die für unterschiedliche Anwendungen verwendet werden können. Mögliche Eigenschaften sind, gute elektrische Leitfähigkeit (ESD), hohe Hitzebeständigkeit, gute Transparenz, Festigkeit, gummielastisches Verhalten, etc.
- Flexibilität: Das Verfahren ist flexibel und eignet sich sowohl für die Herstellung von Prototypen als auch von Serienteilen.

Vergleich mit anderen Fertigungsverfahren
Das Vakuumgießen eignet sich für die Herstellung geringer Stückzahlen bis zu Serien mittlerer Größe. Hierdurch ordnet sich das Fertigungsverfahren bei einer Betrachtung der geeigneten Fertigungsstückzahl zwischen dem 3D-Druck (Einzelteilfertigung und Kleinserien) und dem Kunststoff-Spritzgießen (Großserien) ein. Aufgrund der benötigten Form büßt das Verfahren im Vergleich zum 3D-Druck einiges an Flexibilität und Schnelligkeit ein. Um ein Entnehmen aus der Form zu ermöglichen, das sog. Entformen, dürfen die Bauteile keine großen Hinterschnitte aufweisen, sodass die herstellbare Komplexität der Bauteile gegenüber der additiven Fertigung geringer ausfällt.

Auf der anderen Seite besticht das Vakuumgießen durch sehr gute Oberflächenqualitäten in Kombination mit einer breiteren Materialauswahl und guten Festigkeitswerten, bei der die additive Fertigung an Ihre Grenzen stößt. Die herstellbaren Bauteile können je nach verwendetem Gießharz hohe Festigkeiten und Steifheit oder gummielastische Duktilität aufweisen und so in vielen Fällen die Anforderungen an eine Serienanwendung erfüllen.
Im Vergleich mit dem vollautomatisierbaren, hocheffizienten Spritzgieß-Verfahren fallen vor allem die deutlich geringeren Initialkosten auf. Die Werkzeuge beim Spritzgießen, aufwendig gefräste Stahlformen, machen einen Großteil des entstehenden Bauteilpreises aus und können einige Hundertausende Euro kosten. Um die hohen Werkzeugkosten auf den Bauteilpreis umzulegen, werden diese Bauteile für Stückzahlen ab 10.000 bis zu einigen Millionen ausgelegt.
Die Formen für das Vakuumgießen werden händisch aus Silikon hergestellt oder direkt additiv gefertigt. Anders als die steifen Stahlformen beim Spritzgießen, lassen die Silikonformen die Herstellung kleinerer Hinterschnitte und stark ausgeprägte Oberflächentexturen in alle Bauteilrichtungen zu. Gleichzeitig halten die weicheren Kunststoff-Formen weniger lange bevor sie ersetzt werden müssen, sind allerdings auch deutlich günstiger als Stahlwerkzeuge. Hierdurch entstehen deutlich geringere Initialkosten, die auf den Bauteilpreis umgelegt werden müssen, wodurch das Vakuumgießen zu einer sinnvollen Alternative zum unwirtschaftlichen Spritzgießen wird.






