

 Deutsch
Deutsch English
English Italiano
Italiano-
Fertigungsservice
-
Fertigungsverfahren
-
Materialien
-
Fertigungsverfahren
-
Weitere Services
-
Wissenswertes

































Von rau bis glatt: Kunststoffoberflächen im 3D‑Druck
Die Oberfläche eines Bauteils ist oft das Erste, was man wahrnimmt – lange bevor es um Maßhaltigkeit oder Festigkeit geht. Ob eine Oberfläche technisch‑matt wirkt, sich glatt anfühlt oder sichtbar rau bleibt, hat großen Einfluss darauf, wie ein Bauteil bewertet und eingesetzt wird. Gerade in der additiven Fertigung unterscheiden sich Oberflächen jedoch deutlich von vertrauten, zerspanten oder gegossenen Teilen.
Gleichzeitig sind Oberflächen schwer zu beschreiben. Zahlen wie Ra‑Werte sind technisch korrekt, lassen sich aber ohne Erfahrung kaum intuitiv einordnen. Fotos vermitteln einen Eindruck, zeigen jedoch nicht, wie sich eine Oberfläche tatsächlich anfühlt oder wie sie im Alltag wahrgenommen wird. Deshalb ist es hilfreich, Oberflächen nicht nur messtechnisch zu betrachten, sondern sie mit bekannten Materialien und Gegenständen zu vergleichen.
Dieser Beitrag soll genau dabei unterstützen. Er ordnet typische Oberflächen der additiven Fertigung ein, erklärt die Unterschiede zwischen gegossenen Bauteilen, einfachen FDM‑Drucken und professionellen Verfahren wie SLS und SLA – und hilft dabei, realistische Erwartungen an die Oberflächenqualität von Bauteilen zu entwickeln.
Was bedeutet Oberflächenrauheit (Ra)?
Um Oberflächen vergleichen zu können, wird in der Technik häufig der sogenannte Ra‑Wert verwendet. Ra steht für den arithmetischen Mittenrauwert und beschreibt, wie stark eine Oberfläche im Durchschnitt von einer ideal glatten Linie abweicht. Angegeben wird dieser Wert in Mikrometern, also in tausendstel Millimetern. Je kleiner der Ra‑Wert, desto glatter wirkt die Oberfläche.
Wichtig ist dabei: Ra ist ein Mittelwert. Er beschreibt nicht, wie die Oberfläche strukturiert ist, sondern nur die durchschnittliche Höhe der Unebenheiten. Zwei Oberflächen mit gleichem Ra‑Wert können sich daher unterschiedlich anfühlen oder optisch sehr verschieden wirken. Trotzdem ist Ra ein hilfreicher Kennwert, um Oberflächen grundsätzlich einzuordnen.
Warum unterscheiden sich Oberflächen je nach Fertigungsverfahren?
Die Oberflächenqualität eines Bauteils entsteht nicht zufällig, sondern ist direkt vom Fertigungsverfahren abhängig. In der additiven Fertigung werden Bauteile schichtweise aufgebaut. Art des Materials, Schichtdicke, Prozessparameter und Bauteilorientierung prägen dabei die Oberfläche ganz entscheidend. Deshalb erzeugt jede Technologie eine charakteristische, typische Oberflächenstruktur.
Auch konventionelle Verfahren wie Gießen oder Zerspanen hinterlassen ihre eigenen, wiedererkennbaren Oberflächen. Diese Unterschiede sinnvoll einzuordnen, hilft dabei, das passende Verfahren für die jeweilige Anwendung zu wählen.
 SLS‑Bauteile ohne Nachbearbeitung
SLS‑Bauteile ohne Nachbearbeitung
 SLS‑Bauteile ohne Nachbearbeitung
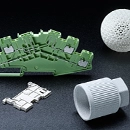
SLS‑Bauteile ohne NachbearbeitungSLS‑Bauteile entstehen durch das Verschmelzen von Kunststoffpulver mithilfe eines Lasers. Das Ergebnis ist eine gleichmäßige, matte Oberfläche ohne deutlich sichtbare Schichtlinien. Im unbehandelten Zustand wirkt sie leicht körnig und porös, aber sehr homogen. Viele Anwender empfinden diese Oberfläche als vergleichbar mit einem feinen Schleifpapier oder Zuckerwürfel.
Diese typische SLS‑Oberfläche ist bewusst technisch und eignet sich sehr gut für funktionsorientierte Anwendungen.
SLS‑Bauteile mit chemischer Glättung
Durch eine chemische Glättung lässt sich die Oberfläche von SLS‑Bauteilen gezielt verfeinern. Dabei werden Oberflächenspitzen reduziert und Poren geschlossen, ohne die Bauteilgeometrie wesentlich zu verändern. Das Ergebnis ist eine deutlich ruhigere, homogenere Oberfläche mit spürbar glatterer Haptik.
Viele Kunden vergleichen chemisch geglättete SLS‑Teile mit hochwertigen Serienkunststoffteilen, etwa einem Controller‑ oder Gerätegehäuse. Diese Kombination aus hoher Funktionalität und verbesserter Oberflächenanmutung macht chemisch geglättetes SLS besonders interessant für sichtbare oder handgeführte Bauteile.
SLA‑Bauteile
SLA‑Bauteile gelten als die glattesten unter den gängigen polymerbasierten 3D‑Druckverfahren. Bei der Stereolithografie wird flüssiges Harz mit sehr feiner Auflösung schichtweise ausgehärtet. Dadurch sind Schichtstufen kaum noch wahrnehmbar, insbesondere bei geeigneter Bauteilausrichtung.
SLA‑Oberflächen können sehr glatt bis nahezu glänzend wirken und eignen sich besonders für Designmodelle, Sichtteile oder Anwendungen mit hohen optischen Anforderungen.
FDM‑Bauteile
FDM‑Bauteile werden aus aufgeschmolzenem Kunststofffilament aufgebaut, das schichtweise extrudiert wird. Dadurch entstehen gut sichtbare Layerlinien, die das Erscheinungsbild deutlich prägen. Je nach Schichthöhe, Düsengröße und Bauteilorientierung können diese Linien mehr oder weniger stark ausgeprägt sein – vollständig verschwinden sie jedoch nicht.
Das FDM‑Verfahren ist insbesondere im Hobby‑ und Makerbereich das am weitesten verbreitete 3D‑Druckverfahren. Die vergleichsweise einfache Technik, günstige Maschinen und eine große Materialvielfalt machen es sehr zugänglich. Diese Verbreitung prägt auch die allgemeine Wahrnehmung von „typischen“ 3D‑Druck‑Oberflächen.
Unbehandelte FDM‑Oberflächen wirken häufig strukturierter bis deutlich gestuft und werden oft mit Alltagsobjekten wie geriffeltem Kunststoff, 3D‑gedruckten Konsumprodukten oder grob geschichteten Prototypen verglichen. Die Haptik ist meist rauer als bei SLS und deutlich entfernt von der sehr glatten Anmutung von SLA.
Oberflächen einordnen statt nur messen
Keine Oberfläche ist grundsätzlich besser oder schlechter als eine andere. Entscheidend ist, ob sie zur Anwendung passt. Während rauere, technische Oberflächen für viele Funktionsteile ideal sind, erfordern Sicht‑ oder Designbauteile oft glattere Oberflächen oder zusätzliche Nachbearbeitung. Ra‑Werte liefern hierfür eine wichtige Orientierung, werden aber erst durch Vergleiche mit bekannten Materialien wirklich greifbar.
Unsere grafische Übersicht soll genau dabei helfen: Sie ordnet typische Oberflächen der additiven Fertigung entlang bekannter Alltagsbeispiele ein und unterstützt dabei, Verfahren und Nachbearbeitung realistisch zu bewerten.
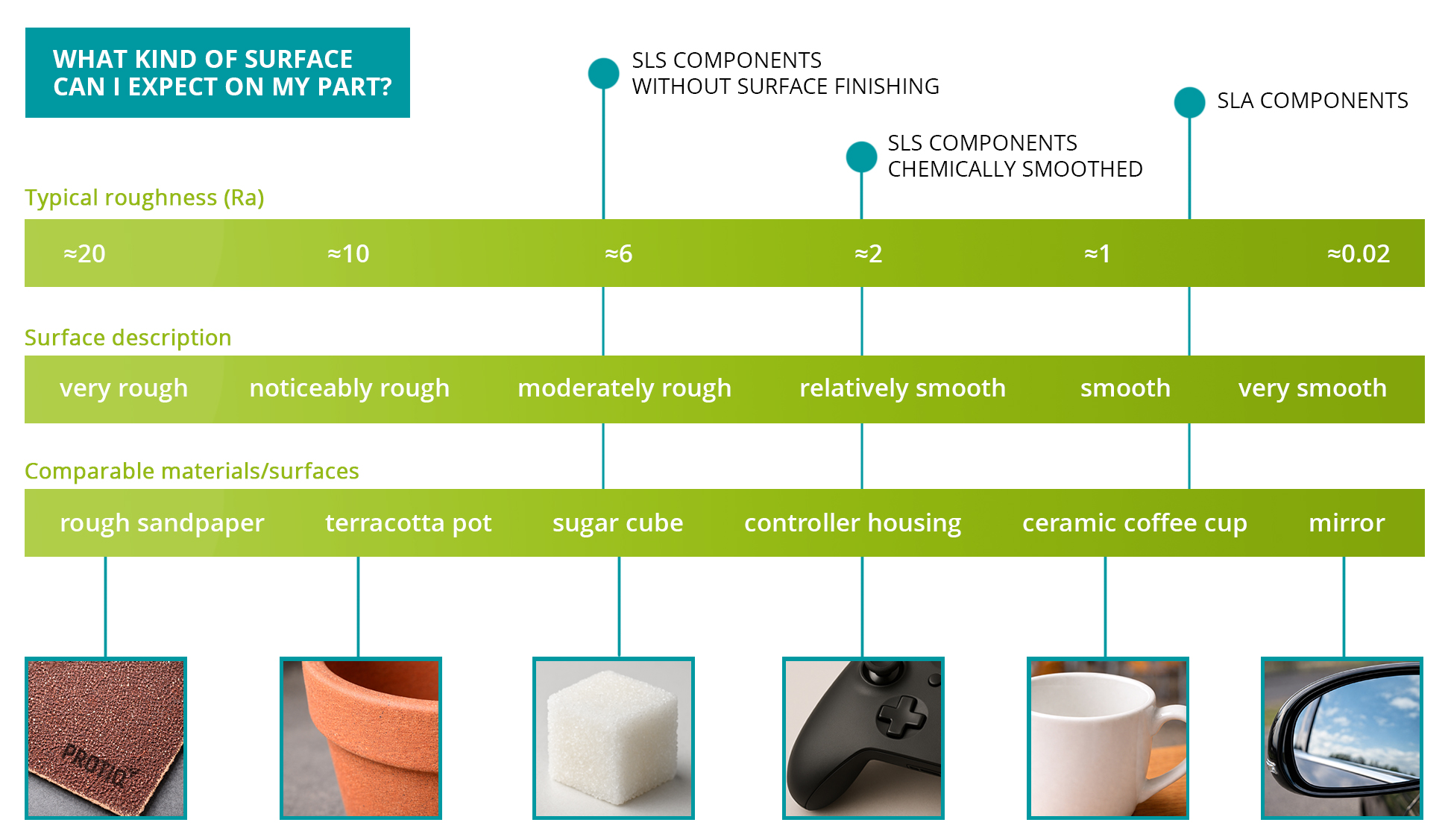
Hinweis: Die dargestellten Oberflächen und Ra‑Werte sind typische Richtwerte zur Orientierung. Die tatsächlich erreichbare Oberflächenqualität hängt von Material, Bauteilgeometrie, Prozessparametern und Nachbearbeitung ab.
Oberflächen in der additiven Fertigung lassen sich nicht sinnvoll mit „gut“ oder „schlecht“ bewerten, sondern nur im Kontext ihrer Anwendung. Jedes Verfahren erzeugt eine charakteristische Oberfläche, die sich aus dem Prozess selbst ergibt und gezielt beeinflusst oder nachbearbeitet werden kann. Wer die Unterschiede zwischen FDM, SLS und SLA kennt und Oberflächen realistisch einordnet, trifft bessere Entscheidungen bei Technologieauswahl, Design und Nachbearbeitung. Vergleiche mit bekannten Materialien und haptischen Referenzen helfen dabei oft mehr als reine Zahlen – und führen zu Ergebnissen, die funktional wie optisch überzeugen.
Hinweis: Auf dieser Seite werden KI-generierte Bilder genutzt.
Weitere News

Ihre 3D-Dateien sind bereits fertig?
Laden Sie einfach Ihre Daten hoch. Alle Dateien werden automatisch geprüft und für den Druck optimiert.





