

 Deutsch
Deutsch English
English Italiano
Italiano-
Servizio di produzione
-
Processi di produzione
-
Materiali
-
Processi di produzione
-
Altri servizi
-
Cose da sapere
-
Aree di applicazione
-
Aiuto e informazioni
-
Aree di applicazione

































.png)
Da ruvido a liscio: le finiture superficiali nella stampa 3D
La superficie di un componente è spesso la prima cosa che si nota – molto prima che entrino in gioco la precisione dimensionale o la resistenza. Che una superficie appaia tecnicamente opaca, risulti liscia al tatto o rimanga visibilmente ruvida ha un’influenza determinante su come un componente viene percepito e utilizzato. Soprattutto nella produzione additiva, le superfici si differenziano in modo significativo dai componenti tradizionali lavorati per asportazione o colati.
Allo stesso tempo, le superfici sono difficili da descrivere. Valori come l’Ra sono tecnicamente corretti, ma senza esperienza risultano difficili da interpretare in modo intuitivo. Le fotografie offrono un’impressione visiva, ma non mostrano come una superficie venga realmente percepita al tatto o nell’uso quotidiano. Per questo è utile considerare le superfici non solo dal punto di vista metrologico, ma anche confrontarle con materiali e oggetti di uso comune.
Questo articolo mira proprio a supportare questo approccio. Classifica le superfici tipiche della produzione additiva, spiega le differenze tra componenti colati, semplici stampe FDM e processi professionali come SLS e SLA – e aiuta a sviluppare aspettative realistiche sulla qualità superficiale dei componenti.
Cosa significa la rugosità superficiale (Ra)?
Per poter confrontare le superfici, in ambito tecnico viene spesso utilizzato il cosiddetto valore Ra. Ra sta per rugosità media aritmetica e descrive quanto una superficie si discosti in media da una linea di riferimento idealmente liscia. Questo valore è espresso in micrometri, ovvero millesimi di millimetro. Più basso è il valore Ra, più la superficie appare liscia.
È importante sottolineare che Ra è un valore medio. Non descrive la struttura della superficie, ma solo l’altezza media delle sue irregolarità. Due superfici con lo stesso valore Ra possono quindi risultare diverse al tatto o presentarsi in modo molto differente dal punto di vista visivo. Nonostante ciò, Ra è un parametro utile per una classificazione generale delle superfici.
Perché le superfici differiscono a seconda del processo produttivo?
La qualità superficiale di un componente non è casuale, ma dipende direttamente dal processo di produzione. Nella produzione additiva, i componenti vengono realizzati strato dopo strato. Tipo di materiale, spessore dello strato, parametri di processo e orientamento del componente influenzano in modo decisivo la superficie. Di conseguenza, ogni tecnologia genera una struttura superficiale tipica e caratteristica.
Anche i processi convenzionali come la fusione o la lavorazione meccanica lasciano finiture superficiali riconoscibili. Classificare correttamente queste differenze aiuta a scegliere il processo più adatto per una determinata applicazione.
 Componenti SLS senza post-processing
Componenti SLS senza post-processing
 Componenti SLS senza post-processing
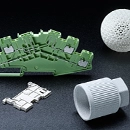
Componenti SLS senza post-processingI componenti SLS vengono realizzati fondendo polvere plastica mediante un laser. Il risultato è una superficie uniforme e opaca, priva di linee di strato visibili. Nello stato non trattato appare leggermente granulosa e porosa, ma molto omogenea. Molti utenti paragonano questa superficie a quella di una zolletta di zucchero fine.
Questa tipica superficie SLS è volutamente tecnica ed è particolarmente adatta per applicazioni orientate alla funzionalità, in cui robustezza, libertà di progettazione e riproducibilità sono più importanti dell’aspetto decorativo.
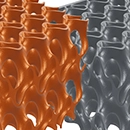
Componenti SLS con levigatura chimica
La levigatura chimica consente di affinare in modo mirato la superficie dei componenti SLS. I picchi superficiali vengono ridotti e i pori chiusi, senza modificare in modo significativo la geometria del componente. Il risultato è una superficie molto più uniforme e omogenea, con una sensazione tattile nettamente più liscia.
Molti clienti paragonano i componenti SLS levigati chimicamente a parti in plastica di alta qualità prodotte in serie, come involucri di controller o dispositivi. Questa combinazione di elevata funzionalità e migliore qualità estetica rende l’SLS con levigatura chimica particolarmente interessante per componenti visibili o impugnati.
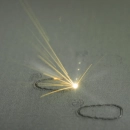
Componenti SLA
I componenti SLA sono considerati i più lisci tra i comuni processi di stampa 3D basati su polimeri. Nella stereolitografia, la resina liquida viene polimerizzata strato dopo strato con una risoluzione molto elevata. Di conseguenza, i gradini di strato risultano difficilmente percepibili, soprattutto con un orientamento adeguato del componente.
Le superfici SLA possono apparire molto lisce fino quasi lucide e sono particolarmente adatte per modelli di design, componenti a vista o applicazioni con elevate esigenze estetiche. Dal punto di vista funzionale e meccanico, tuttavia, si differenziano chiaramente dai componenti SLS, motivo per cui anche in questo caso l’applicazione prevista è sempre determinante.
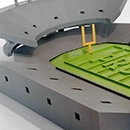
Componenti FDM
Le parti FDM vengono realizzate estrudendo filamento plastico fuso strato dopo strato. Questo processo genera linee di stratificazione chiaramente visibili, che influenzano in modo significativo l’aspetto complessivo del componente. A seconda dell’altezza di strato, del diametro dell’ugello e dell’orientamento del pezzo, queste linee possono essere più o meno accentuate, ma non scompaiono mai completamente.
La tecnologia FDM è di gran lunga la più diffusa nel settore hobbistico e maker. La relativa semplicità della tecnologia, il costo contenuto delle macchine e l’ampia varietà di materiali disponibili rendono il processo facilmente accessibile. Questa ampia diffusione contribuisce anche a definire la percezione generale di quelle che vengono considerate “tipiche” superfici stampate in 3D.
Le superfici FDM non trattate appaiono spesso più strutturate o visibilmente a gradini e vengono comunemente paragonate a oggetti di uso quotidiano come plastiche rigate, prodotti di consumo stampati in 3D o prototipi con stratificazione grossolana. Dal punto di vista tattile, risultano generalmente più ruvide rispetto alle superfici SLS e sono nettamente lontane dall’aspetto molto liscio tipico delle parti SLA.
Classificare le superfici invece di misurarle soltanto
Nessuna superficie è intrinsecamente migliore o peggiore di un’altra. Ciò che conta è la sua idoneità all’applicazione. Mentre superfici più grezze e tecniche sono ideali per molti componenti funzionali, parti a vista o di design richiedono spesso superfici più lisce o ulteriori fasi di post-processing. I valori Ra forniscono un’importante guida, ma diventano realmente comprensibili solo se confrontati con materiali familiari.
La nostra panoramica grafica è pensata proprio per questo: colloca le superfici tipiche della produzione additiva lungo riferimenti di uso quotidiano e aiuta a valutare in modo realistico processi e post-lavorazioni.
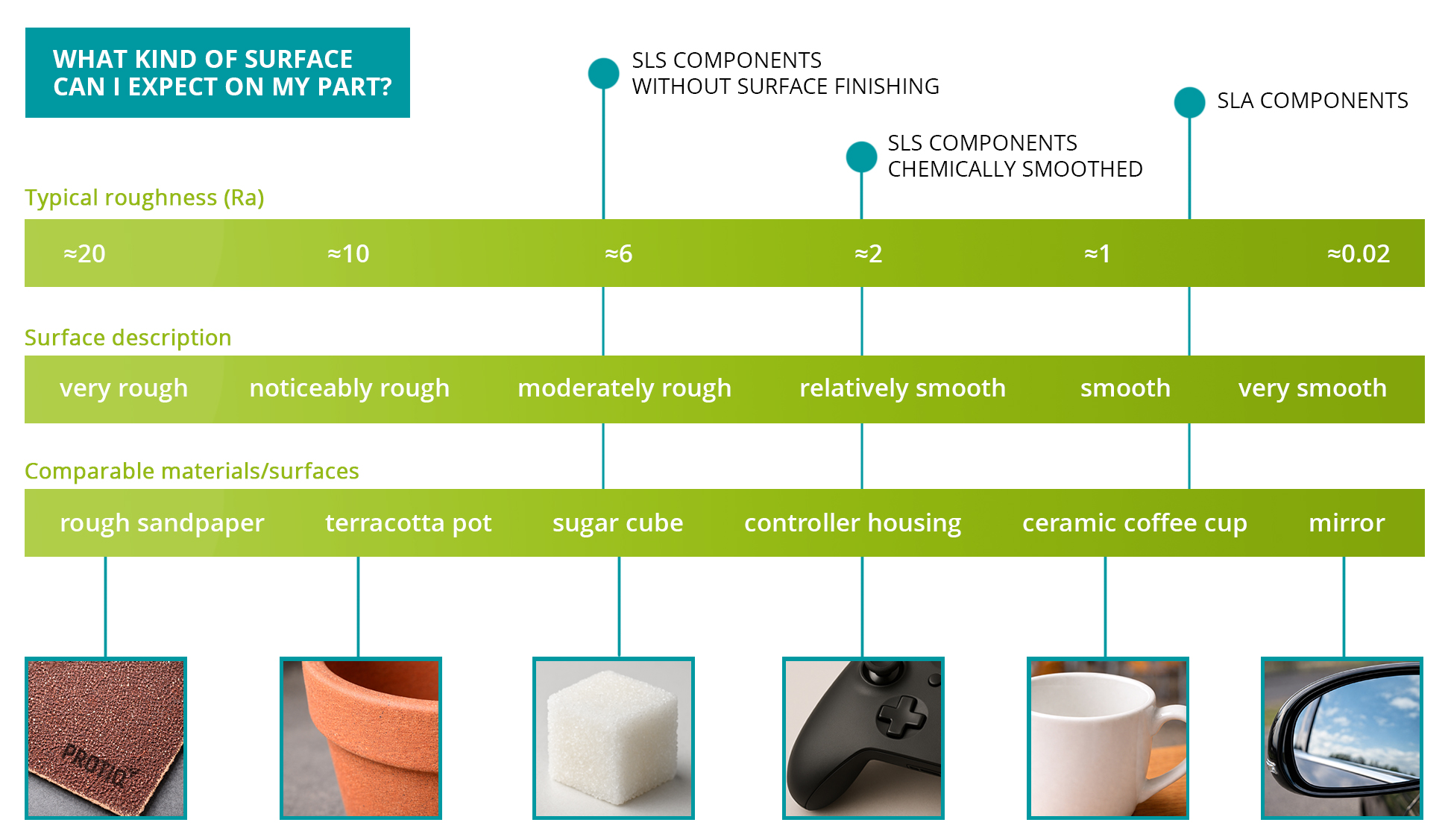
Nota: le superfici e i valori Ra mostrati sono valori di riferimento tipici a scopo orientativo. La qualità superficiale effettivamente ottenibile dipende dal materiale, dalla geometria del componente, dai parametri di processo e dal post-processing.
Le superfici nella produzione additiva non possono essere valutate in modo significativo come “buone” o “cattive”, ma solo nel contesto della loro applicazione. Ogni processo genera una superficie caratteristica che deriva dal processo stesso e che può essere influenzata o rifinita in modo mirato. Chi conosce le differenze tra FDM, SLS e SLA e sa classificare realisticamente le superfici prende decisioni migliori in termini di scelta della tecnologia, progettazione e post-processing. I confronti con materiali familiari e riferimenti tattili sono spesso più utili dei semplici valori numerici – e portano a risultati convincenti sia dal punto di vista funzionale sia estetico.
Altre news

I tuoi file 3D sono già pronti?
In questo caso è sufficiente caricarli. Tutti i file vengono controllati automaticamente e ottimizzati per la stampa.
Hai delle domande?
Saremo lieti di offrirti una consulenza personalizzata per il tuo progetto 3D.





