

 Deutsch
Deutsch English
English Italiano
Italiano
































PA12 im Lasersintern
PA12 im SLS: robuster Kunststoff für funktionale 3D-Druck-Bauteile
PA12 gehört zu den wichtigsten Kunststoffen im industriellen 3D-Druck und ist besonders im selektiven Lasersintern weit verbreitet. Der Werkstoff verbindet eine gute mechanische Belastbarkeit mit geringem Gewicht, hoher Gestaltungsfreiheit und wirtschaftlicher Fertigung ohne klassische Werkzeuge. Dadurch eignet sich PA12 besonders für funktionale Prototypen, technische Muster, Kleinserien, Ersatzteile und Bauteile mit komplexen Geometrien.
Was ist PA12?
PA12 ist die Kurzbezeichnung für Polyamid 12, einen technischen thermoplastischen Kunststoff aus der Familie der Polyamide. Im 3D-Druck wird PA12 häufig als feines Pulver verarbeitet, insbesondere im selektiven Lasersintern, kurz SLS. Dabei wird das Kunststoffpulver schichtweise aufgetragen und durch einen Laser gezielt an den Stellen verschmolzen, an denen später das Bauteil entstehen soll.
Der große Vorteil dieses Verfahrens liegt darin, dass beim Lasersintern in der Regel keine klassischen Stützstrukturen erforderlich sind. Das umliegende, nicht verschmolzene Pulver stützt das Bauteil während des Bauprozesses. Dadurch lassen sich mit PA12 auch komplexe Geometrien, innenliegende Strukturen, Hinterschneidungen oder funktionsintegrierte Bauteile realisieren, die mit konventionellen Fertigungsverfahren nur aufwendig oder gar nicht herstellbar wären.
Mehr zum selektiven Lasersintern lesen Sie hier >
Für technische Anwender ist PA12 vor allem deshalb interessant, weil es ein ausgewogenes Eigenschaftsprofil bietet: Es ist stabil, vergleichsweise leicht, zäh und für viele funktionale Anwendungen geeignet. Dadurch wird PA12 häufig dann gewählt, wenn ein Bauteil nicht nur als Anschauungsmodell dienen soll, sondern im realen Einsatz getestet, montiert oder genutzt werden muss.

Eigenschaften von PA12 im Lasersintern
PA12-Bauteile aus dem Lasersinterprozess zeichnen sich durch ein ausgewogenes Verhältnis von Stabilität, Zähigkeit und Gewicht aus. Sie sind damit für viele technische Anwendungen geeignet, bei denen ein Bauteil nicht nur optisch beurteilt, sondern tatsächlich genutzt, montiert oder mechanisch beansprucht werden soll. Typisch für SLS-Bauteile aus PA12 ist eine leicht raue bzw. körnige Oberfläche, die je nach Anwendung akzeptiert oder durch Nachbearbeitung verändert werden kann.
Mechanische Eigenschaften
Allgemeine Eigenschaften
Dichte Lasergeschmolzen: 0,9 – 1,0 g/cm³
Rauheit nach Sandstrahlen (Ra/Rz): 8–11 / 50–70 µm
Genauigkeit: +/- 0,7 %, min. 0,1 mm
Minimale Wandstärke: 1,0 mm
Thermische Eigenschaften
Elektrische Eigenschaften
Typische Anwendungen für PA12-Bauteile
PA12 wird im Lasersintern vor allem für Bauteile eingesetzt, bei denen Funktion, Stabilität und schnelle Verfügbarkeit im Vordergrund stehen. Das Material eignet sich für Anwendungen in Entwicklung, Konstruktion, Maschinenbau, Elektrotechnik, Automotive, Betriebsmittelbau und Ersatzteilmanagement.
Funktionale Prototypen
PA12 eignet sich sehr gut für Prototypen, die nicht nur optisch bewertet werden sollen. Entwickler und Konstrukteure können mit PA12-Bauteilen prüfen, ob Geometrie, Montage, Funktion und Belastbarkeit eines Bauteils grundsätzlich passen. Gerade bei iterativen Entwicklungsprozessen ist das ein großer Vorteil: Konstruktionsstände lassen sich schnell anpassen und erneut fertigen, ohne dass ein Werkzeug geändert werden muss.
Kleinserien und Vorserienteile
Wenn Bauteile in kleinen oder mittleren Stückzahlen benötigt werden, kann PA12 im Lasersintern eine wirtschaftliche Alternative zu konventionellen Verfahren sein. Das gilt besonders dann, wenn die Stückzahl für Spritzguss zu gering ist, die Geometrie komplex ist oder die Bauteile kurzfristig verfügbar sein müssen. Für Vorserien kann PA12 helfen, Bauteile unter realitätsnahen Bedingungen zu testen, bevor größere Investitionen in Werkzeuge oder Serienprozesse erfolgen.
Gehäuse, Halterungen und Abdeckungen
Viele technische Kunststoffteile bestehen aus Gehäusen, Halterungen, Clips, Abdeckungen oder Montageelementen. PA12 ist für solche Anwendungen interessant, weil sich funktionale Details direkt in das Bauteil integrieren lassen. Dazu zählen beispielsweise Befestigungspunkte, Kabelführungen, Aussparungen, Schnappverbindungen oder ergonomische Geometrien.
Ersatzteile und Betriebsmittel
Auch im Ersatzteilmanagement kann PA12 eine wichtige Rolle spielen. Wenn Bauteile nicht mehr verfügbar sind, nur in kleinen Mengen benötigt werden oder kurzfristig ersetzt werden müssen, kann die additive Fertigung eine flexible Lösung sein. Voraussetzung ist natürlich, dass Material, Belastung und Einsatzumgebung zur Anwendung passen.
Vorrichtungen, Lehren und Montagehilfen
Im Produktionsumfeld werden häufig individuelle Vorrichtungen, Prüfmittel, Montagehilfen oder Handlingsysteme benötigt. PA12 kann hier sinnvoll sein, weil Bauteile leicht, robust und geometrisch flexibel gestaltet werden können. Gerade bei internen Betriebsmitteln zählt oft nicht die perfekte Sichtoberfläche, sondern die schnelle, funktionale und passgenaue Umsetzung.
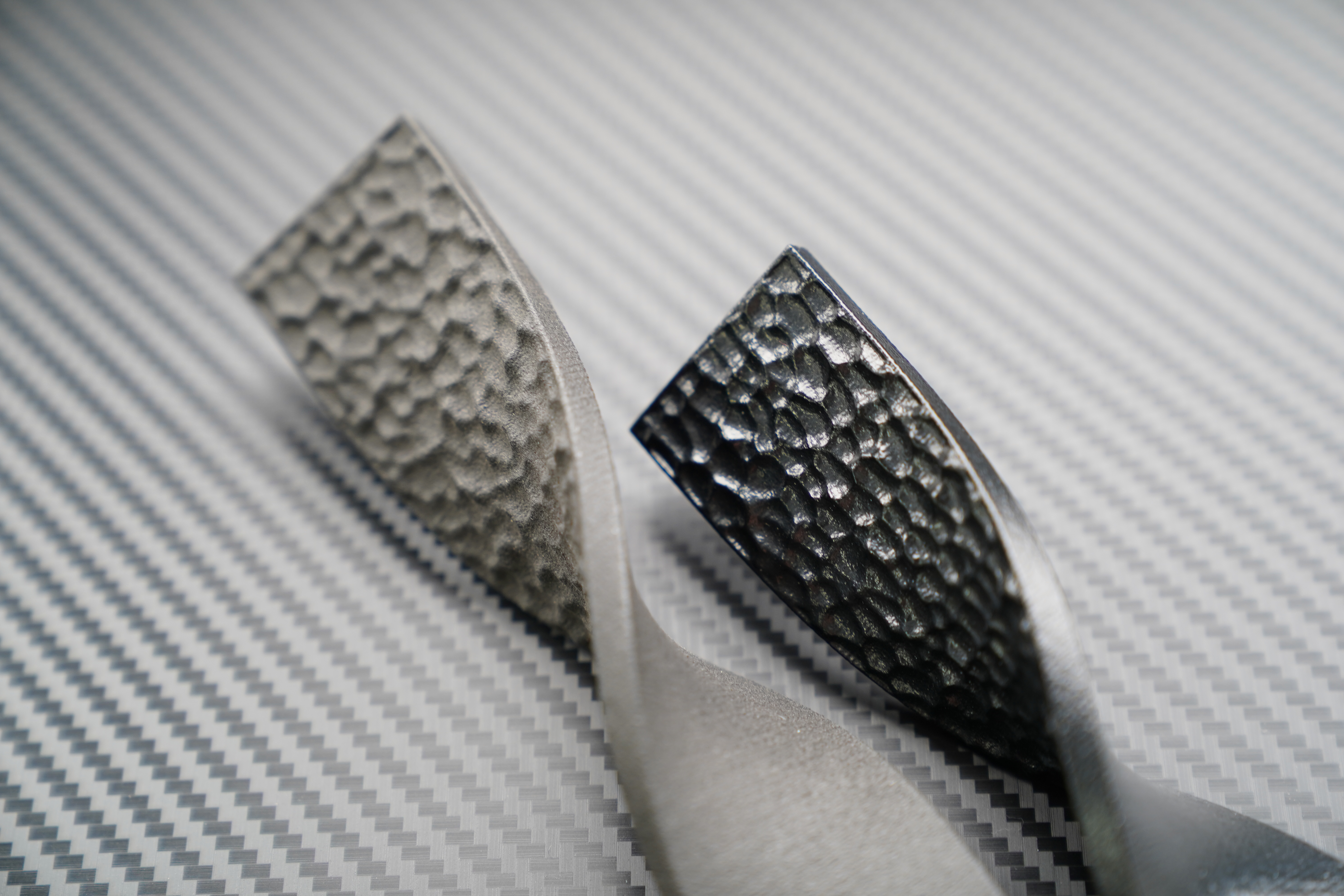
Oberflächen und Nachbearbeitung von PA12
PA12-Bauteile aus dem Lasersintern haben typischerweise eine leicht raue bzw. körnige Oberfläche. Diese Oberfläche entsteht durch das pulverbettbasierte Verfahren und ist für viele technische Anwendungen völlig ausreichend. Wenn das Bauteil jedoch sichtbar verbaut wird, eine bestimmte Haptik haben soll oder besondere Anforderungen an Reibung, Reinigung oder Optik bestehen, kann eine Nachbearbeitung sinnvoll sein.
Je nach Bauteil und gewünschtem Ergebnis können unterschiedliche Nachbearbeitungen infrage kommen. Dazu zählen etwa Einfärben, chemisches Glätten, Lackieren oder Beschichten. Welche Option sinnvoll ist, hängt stark von Geometrie, Anwendung und Zielbild ab. Eine stark funktionale Vorrichtung benötigt möglicherweise keine besondere Oberfläche, während ein sichtbares Gehäuse oder ein Bauteil für Kundentests optisch und haptisch hochwertiger wirken soll.
Naturbelassene Oberfläche: Die naturbelassene SLS-Oberfläche ist leicht rau und technisch geprägt. Sie eignet sich für viele Funktionsbauteile, Vorrichtungen und interne Anwendungen.
Eingefärbte Bauteile: Durch Einfärben können PA12-Bauteile optisch angepasst werden. Das ist besonders bei Sichtteilen, Serienmustern oder Bauteilen mit einheitlichem Erscheinungsbild interessant.
Geglättete Oberflächen: Eine Glättung kann Haptik und Oberfläche verbessern. Ob sie sinnvoll ist, hängt von Bauteilgeometrie, Wandstärken, Details und Anwendung ab.
Häufig gestellte Fragen zu Polyamid 12
Was ist PA12 im 3D-Druck?
PA12 ist ein technischer Kunststoff aus der Polyamid-Familie. Im 3D-Druck wird er häufig im selektiven Lasersintern eingesetzt, wo das Material als Pulver verarbeitet und schichtweise durch einen Laser verschmolzen wird.
Ist PA12 dasselbe wie Polyamid 12 oder Nylon 12?
Ja. PA12 steht für Polyamid 12 und wird im internationalen Kontext häufig auch als Nylon 12 bezeichnet. Gemeint ist derselbe Grundwerkstoff, auch wenn konkrete Materialvarianten und Datenblattwerte je nach Anbieter oder Prozess unterschiedlich sein können.
Wofür eignet sich PA12 im Lasersintern?
PA12 eignet sich besonders für funktionale Prototypen, technische Bauteile, Gehäuse, Halterungen, Abdeckungen, Vorrichtungen, Ersatzteile und Kleinserien.
Welche Oberfläche haben PA12-Bauteile aus dem SLS-Verfahren?
PA12-Bauteile aus dem Lasersintern haben typischerweise eine leicht raue bzw. körnige Oberfläche. Diese Oberfläche kann für technische Anwendungen ausreichend sein oder je nach gewünschtem Ergebnis nachbearbeitet werden.
Was ist der Unterschied zwischen PA12 und PA11?
PA12 und PA11 sind beide Polyamide, die im industriellen 3D-Druck eingesetzt werden können. PA12 ist häufig der universelle Standardwerkstoff im SLS-Bereich, während PA11 je nach Anwendung dann interessant sein kann, wenn andere Anforderungen an Zähigkeit, Flexibilität oder Nachhaltigkeit im Vordergrund stehen.
Kann PA12 geglättet werden?
Eine Glättung kann je nach Bauteil und Verfahren möglich sein. Ob sie sinnvoll ist, hängt von Geometrie, Wandstärken, Details und späterem Einsatz ab. Deshalb sollte die Nachbearbeitung früh mitgedacht werden.






