

 Deutsch
Deutsch English
English Italiano
Italiano-
Servizio di produzione
-
Processi di produzione
-
Materiali
-
Processi di produzione
-
Altri servizi
-
Cose da sapere
-
Aree di applicazione
-
Aiuto e informazioni
-
Aree di applicazione


































Produzione additiva di induttori: economicamente conveniente e che fa risparmiare tempo
La produzione industriale si affida sempre più ai procedimenti additivi, come la sinterizzazione laser selettiva (SLS), la fusione laser selettiva (SLM), la stereolitografia (SLA), oltre a diversi processi di deposizione di materiale, estrusione e applicazione di particelle. La costruzione strato su strato di materiali come plastica, metallo, ceramica, gesso e carta consente la produzione rapida e con risparmio di materiale di componenti personalizzati, realizzando così il principio centrale dell’Industria 4.0.
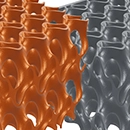
La produzione additiva – nota anche come stampa 3D – offre nuovi gradi di libertà nella progettazione dei prodotti. È possibile produrre in modo economico geometrie complesse, elementi funzionali, strutture a reticolo e di supporto, oltre a cavità interne come condotti per fluidi, riducendo o eliminando la necessità di assemblaggio. Grazie all’integrazione funzionale, diversi elementi di un assieme possono essere combinati in un unico componente già nel processo generativo. Questa nuova libertà progettuale rappresenta una sfida per i progettisti, spesso specializzati in procedimenti sottrattivi tradizionali. Con la stampa 3D non vi sono più vincoli come ortogonalità, planarità, rotondità, parallelismo e montabilità. L’uso di superfici a forma libera, sottosquadri, cavità interne e strutture reticolari consente invece di aumentare notevolmente la funzionalità del componente e sviluppare concetti di costruzione leggera.
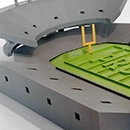
 Stampo a iniezione ottimizzato in base ai carichi
Stampo a iniezione ottimizzato in base ai carichi
La produzione additiva consente dunque una maggiore libertà formale, pur richiedendo il rispetto di specifiche linee guida. Nei processi di fusione o sinterizzazione laser su letto di polvere di metalli o polimeri, è necessario garantire che la polvere non fusa possa essere rimossa dalle cavità. Inoltre, la stampa 3D di metalli richiede strutture di supporto per assorbire le tensioni interne, dissipare il calore di processo e garantire un’elevata precisione geometrica. La post‑lavorazione dei componenti è un ulteriore passaggio, spesso manuale, che incide sui costi complessivi: comprende la rimozione dei pezzi dal letto di polvere, l’eliminazione delle strutture di supporto e la rifinitura delle superfici funzionali. Una progettazione ottimizzata per la produzione additiva tiene conto di questi aspetti ed è quindi un prerequisito per una produzione economica.
Ottimizzazione delle geometrie tramite simulazioni applicative
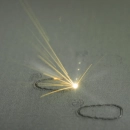
Il riscaldamento a induzione è un metodo di riscaldamento molto diffuso nell’industria metallurgica, poiché affidabile, efficiente dal punto di vista energetico e altamente controllabile. Per farlo, una bobina di induzione viene alimentata con corrente alternata, generando un campo magnetico. Introducendo un componente conduttivo in questo campo, si produce una corrente elettrica che, per effetto Joule, riscalda il pezzo fino alla temperatura desiderata, con velocità di riscaldamento superiori a 150 K/s. La forma dell’induttore è un fattore essenziale per un’elevata efficienza: quanto meglio la bobina si adatta al pezzo da trattare, tanto più omogeneo ed efficace è il processo. La modellazione tradizionale tramite piegatura e saldatura limita le geometrie realizzabili, causando spesso riscaldamenti non uniformi e bassa efficienza.
 Induttore ottimizzato per il campo magnetico – prodotto additivamente in rame altamente conduttivo
Induttore ottimizzato per il campo magnetico – prodotto additivamente in rame altamente conduttivo
I software CAD non forniscono solo i modelli per la stampa 3D, ma possono anche essere utilizzati per simulazioni applicative. Le simulazioni magnetiche permettono di analizzare il campo magnetico di un induttore e l’intero processo di riscaldamento induttivo. Sulla base dei dati simulativi è possibile prevedere il comportamento del pezzo in esercizio e identificare aree con perdite di calore o riscaldamento non uniforme. Questo consente di ottimizzare la geometria e migliorare le prestazioni complessive.
Configurazione online di componenti personalizzati
Non in tutti gli ambiti applicativi è economicamente vantaggioso produrre un induttore completamente personalizzato. Molti induttori si basano su geometrie standard. Mentre i tempi di consegna tradizionali possono richiedere settimane, gli induttori prodotti additivamente sono disponibili in pochi giorni, con una riduzione dei costi di circa il 50%.
Se un induttore difettoso causa l’arresto di un impianto, serve immediatamente un pezzo di ricambio. Poiché la produzione tradizionale è manuale, spesso esistono solo disegni 2D e non modelli CAD. Il modello 3D deve quindi essere creato da zero. Nel Generatore di Induttori del PROTIQ Marketplace, le bobine possono essere configurate online in pochi passaggi: si sceglie una forma base standard, si modificano parametri come altezza, sezione o numero di spire, e, se necessario, si aggiunge un elemento di connessione personalizzato. Un modello 3D viene generato automaticamente e il prezzo viene calcolato in tempo reale. La produzione può iniziare subito e l’induttore viene consegnato in pochi giorni.
Lavorazione di rame altamente conduttivo

PROTIQ sviluppa un processo per la stampa 3D di rame altamente conduttivo
Solo la lavorazione di rame altamente conduttivo rende possibile la produzione di induttori efficienti. Nella fusione laser selettiva (SLM) il metallo viene fuso strato su strato da un laser. Tuttavia, il rame riflette quasi totalmente la radiazione delle macchine convenzionali, rendendo difficile la sua fusione controllata. PROTIQ ha sviluppato un processo che permette la lavorazione non solo di rame puro al 100%, ma anche di zinco e ottone. A complemento della pressofusione dello zinco, è così possibile produrre piccole serie o pezzi di ricambio in Zamak 5 direttamente tramite stampa 3D. La lavorazione dell’ottone apre invece nuove possibilità per i settori della gioielleria e della rubinetteria.
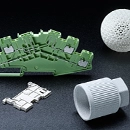
Sviluppo di un impianto ottimizzato per la sinterizzazione laser di plastica
Durante la sinterizzazione laser, i componenti in plastica vengono costruiti strato su strato in tre fasi: applicazione di uno strato di polvere (0,06–0,12 mm), riscaldamento quasi al punto di fusione, fusione selettiva tramite laser. Al termine del processo, il pezzo è immerso nella polvere non fusa. Tradizionalmente, circa il 90% dei componenti sinterizzati è realizzato in PA 12, con o senza riempitivi. Tuttavia, settori come l'elettronica o l’automotive richiedono materiali più performanti come PA 6, PA 6.6, PBT, PP o TPU.
Per produrre direttamente componenti in serie e senza stampi, PROTIQ ha sviluppato un impianto di sinterizzazione ottimizzato. Un sistema di regolazione preciso consente la lavorazione di polimeri ad alta temperatura fino a 380°C. Un innovativo sistema di deposizione della polvere permette l’uso di materiali difficilmente scorrevoli, inclusi granuli standard macinati criogenicamente. La produzione in serie richiede sia un’elevata risoluzione sia velocità di costruzione elevate: nuove strategie di esposizione con spot laser regolabili permettono quindi di realizzare sia strutture fini (spot da 0,23 mm) sia produzioni rapide ed economiche (spot fino a 2 mm).
Automazione della catena di processo
Finora, la creazione di offerte, la pianificazione della produzione, la gestione dei materiali e la rifinitura dei componenti sono processi prevalentemente manuali. Per sfruttare appieno la velocità dell’Additive Manufacturing, l’intera catena deve essere automatizzata. PROTIQ utilizza quindi una piattaforma online che analizza automaticamente il modello CAD del cliente, calcola tempi e costi di produzione e, una volta avviato l’ordine, verifica la producibilità, corregge eventuali errori e avvia automaticamente la produzione, informando il cliente in tempo reale sullo stato del processo.
Altre news

I tuoi file 3D sono già pronti?
In questo caso è sufficiente caricarli. Tutti i file vengono controllati automaticamente e ottimizzati per la stampa.
Hai delle domande?
Saremo lieti di offrirti una consulenza personalizzata per il tuo progetto 3D.





