

 Deutsch
Deutsch English
English Italiano
Italiano


































Raccordi filettati per componenti stampati in 3D
Le viti sono uno strumento comunemente utilizzato per unire componenti tra loro. Sono facilmente reperibili e permettono di separare i componenti senza alcun danno. Con la produzione additiva è anche possibile stampare in 3D e con semplicità le filettature, ovviamente tenendo conto di alcuni aspetti.Per unire due componenti, frequentemente si preferisce un attacco a vite. Rispetto all’incollaggio o alla saldatura, i componenti possono essere separati nuovamente senza danno e con strumenti più semplici. Inoltre, un attacco a vite è standardizzato universalmente e le viti e i dadi sono reperibili ovunque come parti di ricambio.
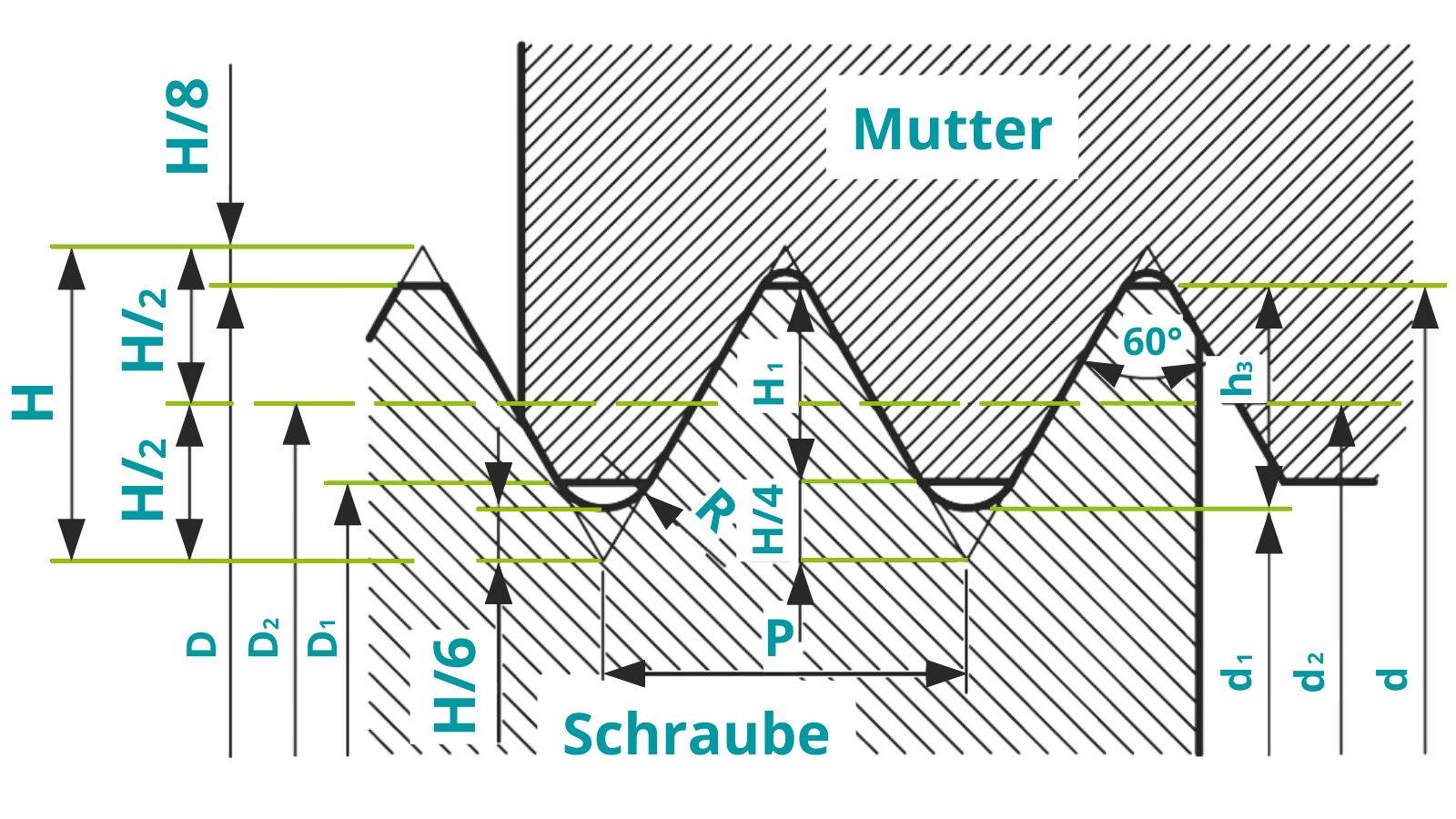
Un attacco a vite rappresenta un attacco positivo e non positivo in cui la vite può generare un’alta pressione di contatto mediante la filettatura a incastro. Il disegno della filettatura della vite e dell’attacco filettato influisce considerevolmente sul raccordo. La forma di filettatura più comune è quella metrica. Le sue proprietà e la sua geometria sono identiche in tutto il mondo e standardizzate.
Generalmente, le filettature corrispondenti sono tagliate in un foro centrale preesistente in un componente con l’aiuto di una filettatrice. L’ampia libertà di design della produzione additiva offre la possibilità di bypassare queste ulteriori fasi di lavorazione di filettatura e di "stampare direttamente" un filetto corrispondente. Tuttavia in questo contesto si deve tenere conto di alcuni aspetti.
Preparazione di dati 3D pronti per la produzione
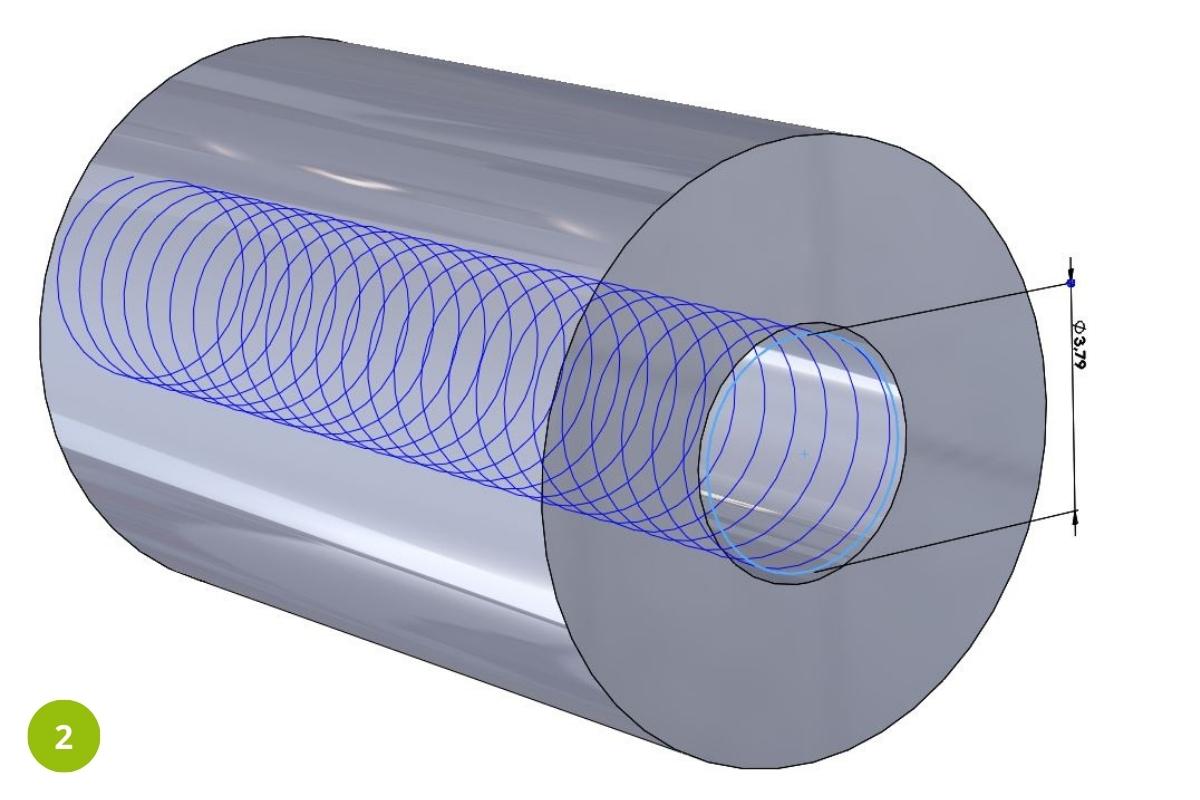
Per produrre un filetto funzionale con la stampa 3D, è fondamentale disegnarne completamente la geometria. Non è questo il caso per le filettature create automaticamente e definite con l’aiuto di programmi CAD tradizionali. Per una rappresentazione completa, si è dimostrato valido l’approccio utilizzato per asportare la geometria corrispondente di un filetto lungo un’elica da un foro centrale inserito.
Esempio di realizzazione di una filettatura M5:
- Diametro centrale (D1) = 4,134 mm,
- Diametro medio (D2) = 4,480 mm
- Altezza del triangolo del profilo (H) = 0,6928 mm
- Diametro dell’elica (D2-H) = 4,480 mm - 0,6928 mm
- Passo dell’elica (P) = 0,80 mm
Per le dimensioni corrispondenti di una filettatura metrica secondo la norma DIN 13-1, è possibile consultare la letteratura in materia oppure.




Alternative alla filettatura standard stampata
Oltre alle soluzioni di un filetto tagliato in modo tradizionale e stampato direttamente in 3D, esistono anche numerose alternative. Di seguito un confronto tra le diverse soluzioni.
1. Stampa preliminare del foro centrale e taglio manuale della filettatura
Foro centrale stampato in 3D, (diametro 4,1 mm), filettatura metrica M5, taglio con maschiatore. Questa variante dovrebbe essere utilizzata per componenti metallici (SLM). Tuttavia, è anche idonea per componenti realizzati con sinterizzazione laser selettiva (SLS).
2. Filettatura metrica costruita
Geometria dei filetti già completamente rappresentata nel file CAD. Idonea per componenti in plastica realizzati con processo SLS o SLA. Per componenti metallici con filettature stampate in 3D, deve essere effettuata la rifinitura. Adatta per dimensioni minime di viti M3 (plastica), M8 (metallo con recutting).
3. Avvitamento diretto di una vite metrica con diametro del foro centrale definito
Con componenti in plastica realizzati con processo SLS, è possibile eseguire l’avvitamento di filetti metrici nel materiale anche senza una filettatura già esistente. I test hanno dimostrato che a questo scopo è più adatto un foro centrale stampato in 3D con un diametro di 0,3 mm più piccolo rispetto al diametro della vite. (Esempio: vite M5 (5 mm) in foro centrale stampato in 3D con diametro di 4,7 mm). Dimensioni minime della vite M3. Questa variante non è idonea per componenti a base di resina o metallo.
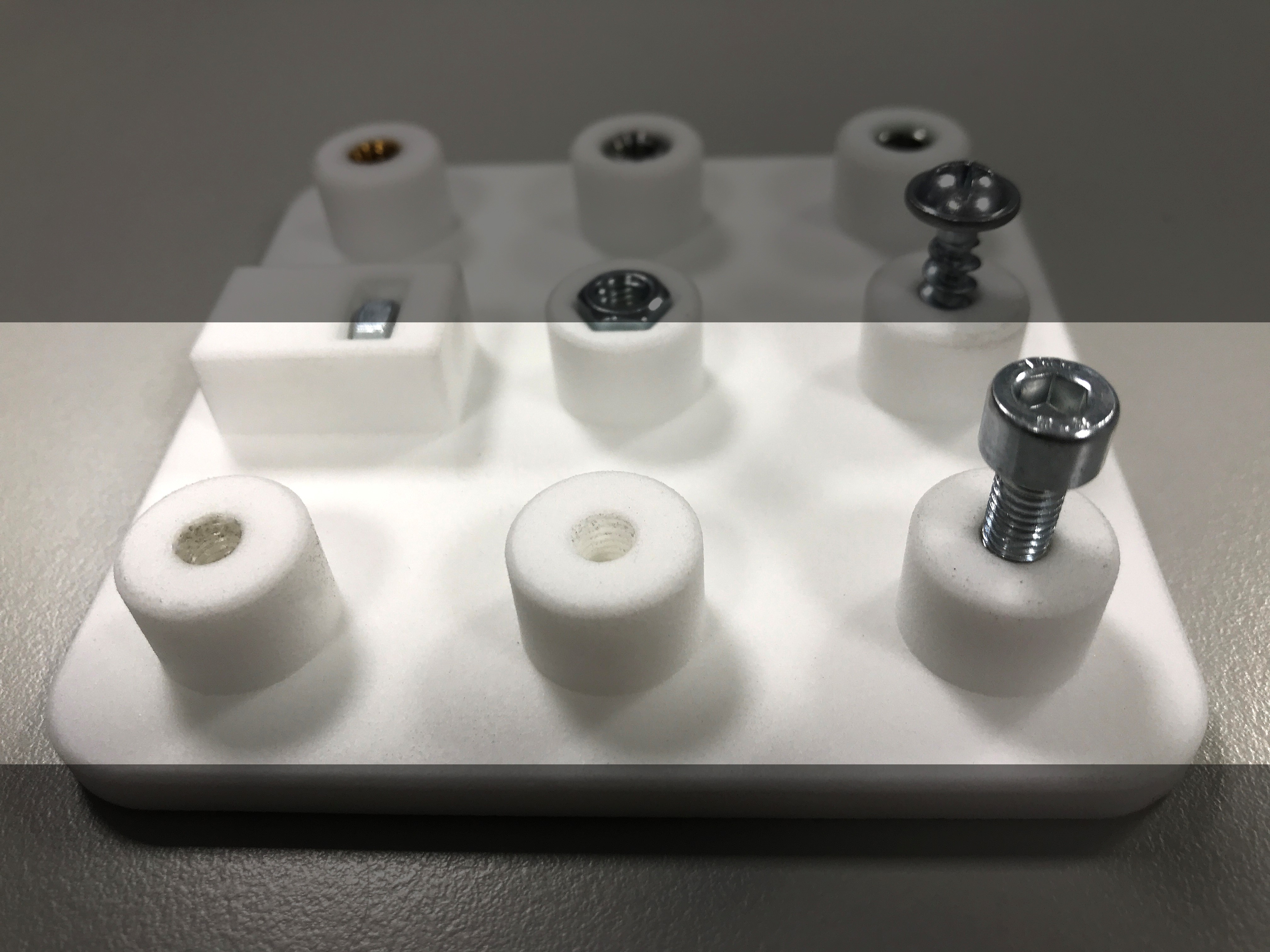
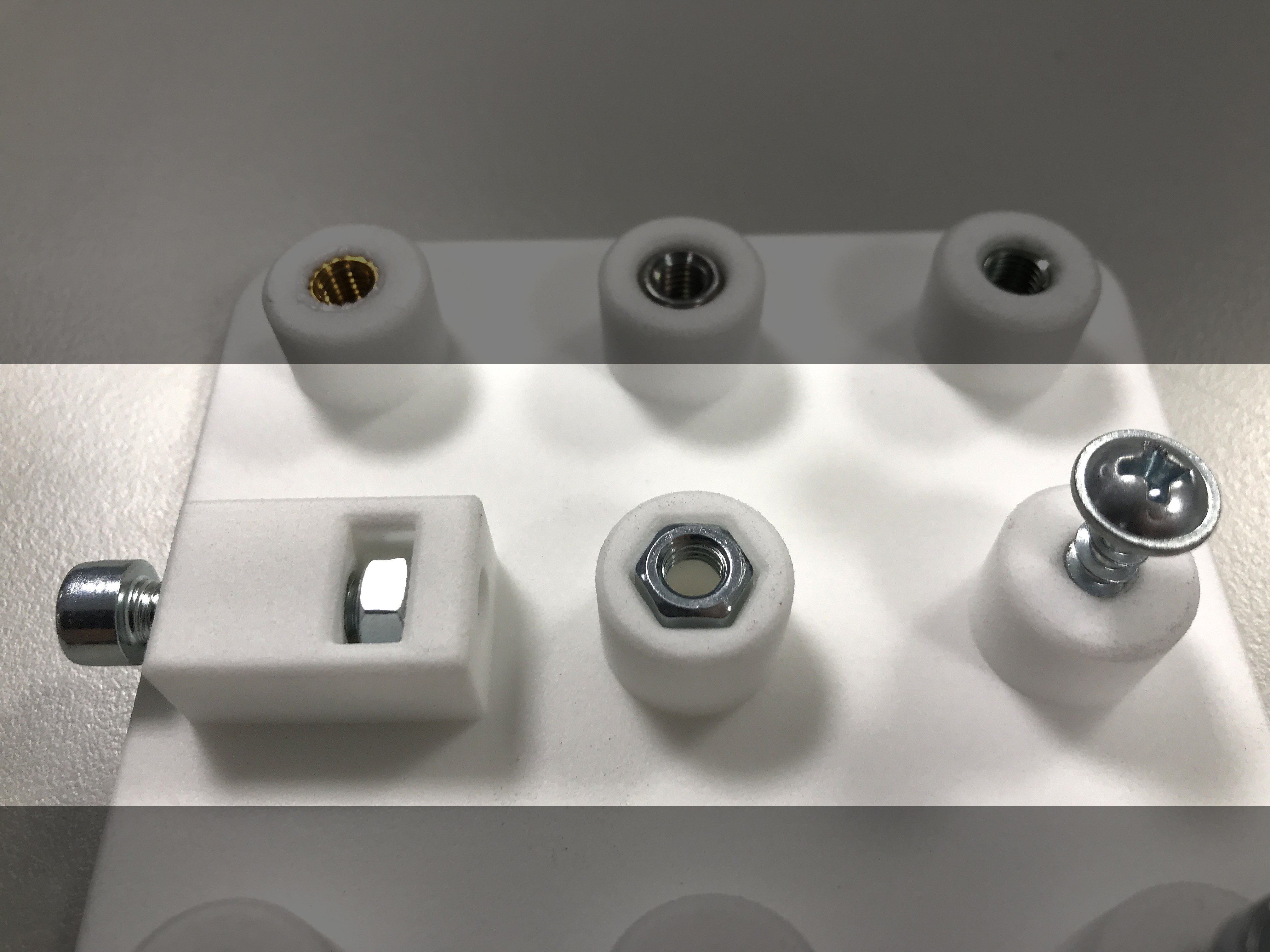
4. Incastro per dado in acciaio
Il modo più semplice per realizzare un attacco a vite è utilizzare un dado in acciaio adatto. Sia la vite che il dado sono pezzi standard e possono quindi essere acquistati a un prezzo estremamente contenuto. Inoltre, l’accoppiamento in termini di filettatura di un dado e di una vite in acciaio offre altissima resistenza che può essere calcolata con affidabilità. Grazie alla libertà di progettazione che la produzione additiva offre, è opportuno stampare direttamente un incavo idoneo per incastrare il relativo dado. In questo modo il dado resterà in posizione anche quando non è accoppiato. Questa variante può essere utilizzata per tutti i processi di stampa 3D. Questa opzione dovrebbe essere utilizzata in particolare in caso di componenti provenienti dal processo di stereolitografia (SLA), in quanto le forze elevate della filettatura vengono assorbite dal dado e non dal componente.
5. Guaina per vite in plastica/legno autofilettante
I componenti plastici realizzati con il processo SLS possono essere uniti con viti in acciaio autofilettanti per il legno o la plastica. La vite viene tagliata direttamente in un foro centrale stampato in 3D sottodimensionato in modo corrispondente. I diametri del foro centrale variano a seconda del tipo di vite e devono essere presi in considerazione in fase di progettazione. Questo accoppiamento non è idoneo per componenti realizzati utilizzando il processo SLS in quanto il materiale è troppo fragile per le viti autofilettanti.
6. Guaina a pressione/termoadesiva
Con componenti termoplastici (processo SLS), gli attacchi a vite possono essere realizzati inserendo una guaina filettata metallica. Questa può essere pressata direttamente (a freddo) in un foro centrale stampato in 3D o fusa nella termoplastica. L’inserto filettato viene accuratamente scaldato con un saldatore alla temperatura di fusione della plastica e quindi pressato nel foro centrale reso morbido con il saldatore. Dopo che la guaina e la plastica si sono raffreddate, il raccordo è pronto per essere utilizzato. Per componenti SLA a base di resina, le guaine dovrebbero essere incollate, non pressate o scaldate. Le parti SLA a base di resina non vengono fuse ad alte temperature, ma solo bruciate o carbonizzate.
7. Inserto ENSAT/Helicoil
Con le materie plastiche, è consigliato rinforzare i filetti inseriti con un inserto ENSAT o Helicoil. Questo viene avvitato a un filetto più largo. Il filetto del foro corrispondente deve essere tagliato in modo conforme o disegnato prima della stampa 3D. La giunzione risultante ha una maggiore capacità portante in quanto anche il filetto in plastica fragile ha filettature più resistenti grazie al diametro più largo utilizzato. Inoltre l’inserto riportato di metallo distribuisce le forze della vite in modo più uniforme su tutti i fragili filetti in plastica. Questa soluzione è idonea per tutti i processi di stampa 3D e offre la possibilità di riparare successivamente i filetti danneggiati o strappati.







